At its core, a motor variable speed controller is a device that fine-tunes the speed and torque of an electric motor by adjusting the electrical power feeding it. You can think of it like a dimmer switch for a light bulb, but instead of adjusting brightness, it gives you precise control over your motor's performance. It’s the difference between a simple on/off switch and a system that can run at the exact speed a job requires.
What Is a Motor Variable Speed Controller and Why You Need One
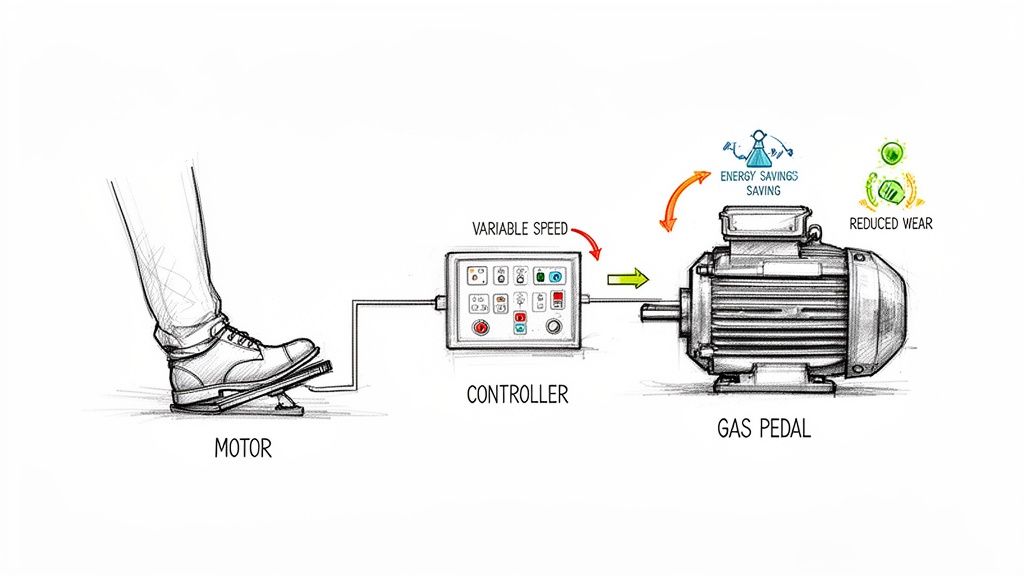
Imagine trying to drive a car that only has two modes: full throttle and park. That's essentially how many industrial motors run without a controller. They're either all on or all off, which is a brutally inefficient and mechanically jarring way to operate. This works for the simplest tasks, but it's incredibly wasteful for applications where the load changes, like a conveyor belt that needs to speed up or a fan that must adjust airflow.
The motor variable speed controller acts as the "gas pedal" for your machinery. It solves the fundamental problem of using a fixed-speed motor for a variable-demand job. Instead of running a motor at 100% and then using a mechanical brake—like a damper or valve—to choke the output, the controller tells the motor itself to slow down. This elegantly matches the motor's work to the system's real-time needs.
The Strategic Value of Precision Motor Control
It's a mistake to see these controllers as just another component. They are a strategic investment that sends a ripple effect of improvements across your entire operation. The initial cost is almost always dwarfed by the long-term returns in energy savings and equipment health.
The most obvious win is a massive reduction in energy consumption. In many industrial settings, motors are the single biggest electricity hogs. By matching motor speed to the actual load, especially in common pump and fan applications, facilities can cut their energy use by as much as 50%.
By enabling motors to operate only as fast as necessary, a motor variable speed controller eliminates wasted energy, reduces mechanical wear, and provides the fine-tuned process control essential for modern industrial automation.
But the benefits go far beyond the power bill. These controllers bring a few other game-changing advantages to the table:
Extended Equipment Lifespan: The controller enables a "soft start," gently ramping up the motor's speed instead of slamming it on. This completely avoids the violent mechanical shock and huge electrical inrush current—which can spike to over 600% of the motor's rating—that comes with a direct-on-line start. The result is significantly less wear and tear on belts, gears, couplings, and the motor itself.
Enhanced Process Control: From bottling lines to chemical mixing, countless industrial processes demand exact speeds to get the product right. A controller delivers the precision needed to hold tight tolerances, reduce waste, and ensure every batch is consistent.
Improved System Reliability: By cutting down on mechanical stress and preventing motors from overheating, these controllers make the entire system more stable and dependable. That means fewer surprise breakdowns and less costly downtime.
Moving Beyond Mechanical Inefficiency
The old way of controlling motor-driven systems was purely mechanical and, frankly, crude. To reduce flow in a pumping system, an operator would have to physically close a valve partway, forcing the pump's motor to work against that restriction while still spinning at full speed.
Think about that for a second. It’s the exact same logic as flooring the accelerator in your car while simultaneously riding the brake to manage your speed. It's incredibly wasteful and puts a ton of unnecessary strain on every single component.
A motor variable speed controller provides a far more intelligent and direct path to control. By adjusting the motor's electrical input, it addresses the power at the source, making the whole operation more responsive and efficient. This move away from mechanical restriction and toward smart electrical regulation is a cornerstone of modern industrial performance.
Exploring the Main Types of Motor Speed Controllers
When it comes to motor control, one size definitely does not fit all. Picking the right technology is critical for performance, efficiency, and the longevity of your equipment. Think of it like a mechanic's toolbox—you need the right tool for the job, and you wouldn't use a sledgehammer where a precision screwdriver is needed.
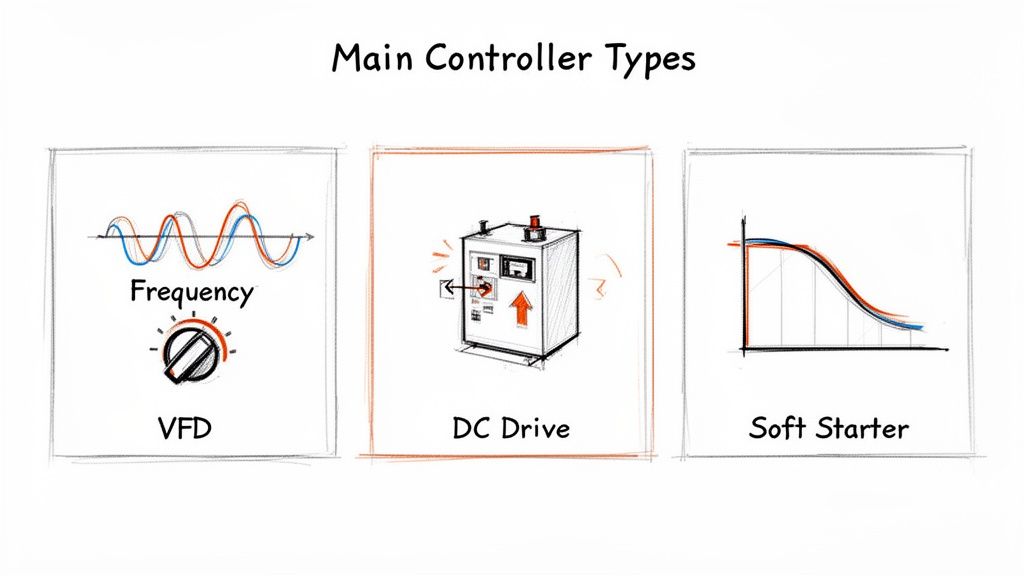
The world of motor control is dominated by three main players. Understanding what makes each one tick is the first step to making a smart choice for your application, whether you're running a simple conveyor or a complex, automated production line.
The Workhorse: AC Variable Frequency Drives (VFDs)
The Variable Frequency Drive (VFD) is, without a doubt, the champion of modern motor control. It's the most versatile and common solution out there, especially for the three-phase AC induction motors that are the backbone of most industrial machinery. A VFD gives you total command over a motor’s speed, from a dead stop all the way to full throttle.
How does it work its magic? A VFD performs a clever bit of electrical gymnastics. It takes the standard, fixed-frequency AC power from the wall (usually 60 Hz in North America), converts it into DC power, and then uses powerful transistors to chop that DC power back into a brand new, synthetic AC waveform. The kicker is that it can create this new waveform at any frequency you command.
The core principle is beautifully simple: an AC motor's speed is directly tied to the frequency of the power you feed it. By precisely dialing that frequency up or down, a VFD lets you run the motor at the exact speed your process needs.
This level of control is non-negotiable for applications that demand constant adjustment, like a pump maintaining steady pressure in a system or a fan modulating airflow for climate control. For a deeper dive, check out our comprehensive guide to AC motor variable speed.
Specialized Control With DC Drives
While AC motors run the show these days, don't count DC motors out just yet. They still have a firm foothold in niche applications where high starting torque and rock-solid speed control at very low RPMs are must-haves. That’s where the DC drive steps in.
DC drives operate on a different principle because they’re controlling a different beast. They regulate motor speed by simply adjusting the DC voltage sent to the motor's armature. More voltage means more speed, less voltage means less speed. It's a direct, responsive, and beautifully straightforward method of control.
You’ll still find DC drives hard at work in:
Legacy Equipment: A ton of older, tried-and-true industrial machines were designed around the rugged performance of DC motors.
Heavy-Duty Machinery: Think cranes, hoists, and extruders that need massive torque right from the get-go.
Precision Applications: The simple, direct control loop makes them a solid choice for certain high-precision tasks.
The Limited (But Important) Role of Soft Starters
A soft starter is often lumped in with VFDs and DC drives, but it’s crucial to understand it’s in a different category. A soft starter is not a speed controller. Its one and only job is to manage how a motor starts and stops.
When a big AC motor fires up directly across the line, it causes a huge electrical surge—often 6 to 8 times its normal running current—and a violent mechanical jolt. A soft starter acts like a shock absorber. It gently ramps up the voltage for a smooth, controlled start, then typically gets out of the way and lets the motor run directly off the line.
While it can't change the speed during operation, that gentle startup is invaluable. It drastically reduces mechanical and electrical stress, and it's not uncommon for a soft starter to extend a motor's life by 20-30%. This is why maintenance managers love them.
This focus on efficiency and equipment protection is driving major growth, especially in emerging markets. The electric vehicle motor controller market alone is projected to explode from $9.675 billion in 2025 to a staggering $47.04 billion by 2035.
VFD vs DC Drive vs Soft Starter At a Glance
So, how do you choose? It all boils down to what your application demands. A quick side-by-side comparison can make the decision crystal clear.
Controller Type
Primary Function
Best For
Key Benefit
AC VFD
Full-range speed control of AC motors by varying frequency and voltage.
Pumps, fans, conveyors, and any application requiring precise, continuous speed adjustments.
Maximum energy savings and complete process control.
DC Drive
Full-range speed control of DC motors by varying DC voltage.
Legacy systems, cranes, hoists, and applications needing high torque at low speeds.
Excellent torque control and responsive speed regulation.
Soft Starter
Controls only the start/stop acceleration and deceleration of an AC motor.
High-inertia loads like large fans, pumps, and compressors where speed control isn't needed.
Reduces mechanical stress and electrical inrush current, extending equipment life.
Ultimately, the VFD offers the most complete control, the DC drive excels in high-torque niches, and the soft starter is the specialist for protecting your equipment during startup. Matching the technology to the task is the key to a reliable and efficient system.
So, What's In It For You? Unlocking the Real-World Payoff
Enough with the technical jargon. Let's get down to brass tacks and answer the one question every plant manager or OEM really cares about: What will this do for my bottom line?
Putting a motor variable speed controller on your line isn't just swapping out a piece of hardware. It's a strategic play that starts a chain reaction of benefits, tackling some of the most stubborn headaches in any industrial facility—from runaway energy bills to equipment that dies way too soon.
The first thing you'll notice, and the one that gets the CFO's attention, is the dramatic drop in your power consumption. For most plants, motors are the hungriest things on the grid, often running full-tilt boogie whether they need to or not. It's like flooring the gas pedal in your car and using the brakes to control your speed. You'd never do it, but that's exactly how countless systems operate every single day.
Slashing Energy Costs by Working Smarter, Not Harder
A motor variable speed controller puts an end to that madness. Instead of cranking a pump to 100% and then choking it with a valve to cut back the flow, the controller just tells the motor to slow down. It’s simple, elegant, and the impact is huge, especially for anything that moves air or liquid, like pumps and fans.
This shift to smarter motor control is a big deal. The global market for Variable Frequency Drives (VFDs) is on track to hit $31.3 billion by 2025, which tells you just how essential they've become. While a standard fixed-speed motor hemorrhages energy when it's not running at full load, a VFD dials in the perfect voltage and frequency for the job at hand. This can cut electricity use by up to 50% in pump and fan systems—which, by the way, make up a mind-blowing 65% of all industrial motor applications. You can get more insights on this market trend and what’s behind it.
A variable speed controller matches the motor's muscle to the actual work needed. This simple change can turn one of your biggest operating expenses into a major source of savings, often paying for itself in less than two years.
For centrifugal loads, this relationship is governed by what we call the Affinity Laws, which creates an almost magical savings curve. A small drop in speed leads to a massive drop in power consumption. For instance, slowing a fan down by just 20% can slash its energy use by nearly half.
Making Your Equipment Last Longer
Beyond the energy savings, these controllers are like a spa day for your machinery. The single most violent event in a motor’s life is the "direct-on-line" start. It gets hit with a tidal wave of current and a mechanical jolt that rattles everything downstream. This constant shock therapy hammers the motor windings, bearings, belts, gears, and couplings.
A motor controller completely changes the game with a "soft start." It eases the motor up to speed gently, eliminating that electrical and mechanical shock. This smooth ramp-up and ramp-down drastically cuts wear and tear, meaning your equipment lasts longer and you spend a lot less time dealing with expensive, unplanned breakdowns.
Nailing Your Process Control and Product Quality
In so many processes, precision is everything. Whether you're mixing chemicals, extruding plastic film, or managing tension on a winder, your product quality lives or dies by your ability to hold exact speeds and torques. A variable speed controller gives you that fine-grained command to hit your targets, every single time.
This level of control gives you a few key wins:
Rock-Solid Consistency: Every batch gets made under the exact same conditions. No more variations, just better quality.
On-the-Fly Flexibility: Operators can tweak line speeds for different products or materials with the push of a button—no wrenches required.
Less Waste: By getting rid of sudden jerks and keeping things smooth, controllers mean less damaged product, fewer spills, and a smaller scrap pile.
And as a final bonus, by slowing motors down, these controllers make the plant a much quieter place to work. The reduction in mechanical noise from fans, pumps, and conveyors is often significant, lowering the racket and creating a safer, more comfortable environment for your team.
How to Select and Size the Right Controller for Your Application
Picking the right motor variable speed controller is far more than just grabbing a part off the shelf—it's a critical engineering decision. The wrong choice can spell disaster in the form of poor performance, chronic overheating, catastrophic equipment failure, and costly downtime.
Getting this right the first time is the only way to guarantee your system runs safely, efficiently, and reliably for its entire service life. It’s a process that goes way beyond matching horsepower. You have to dig into the motor's specs, understand the unique demands of the job it's doing, and consider the environment it will live in.
Matching the Controller to the Motor
First things first: the controller and the motor have to be a perfect electrical match. Think of it like pairing an engine with the right transmission—get it wrong, and you’ll have problems from the moment you turn the key. The best place to start is by grabbing the data right off the motor's nameplate.
Voltage: The controller’s input and output voltage ratings absolutely must match your facility's power and the motor's operating voltage. A mismatch here is a quick way to destroy one or both components.
Horsepower (HP) or Kilowatts (kW): The controller has to be rated to handle the motor's horsepower. You can always use a bigger controller on a smaller motor, but you can never, ever safely use an undersized controller.
Full-Load Amps (FLA): This is the number that truly matters. The FLA rating tells you the current the motor draws when it's working its hardest. Your controller's continuous current rating must be equal to or greater than the motor's FLA. No exceptions.
Always trust the Full-Load Amp (FLA) rating over horsepower when sizing a controller. Amps are the true measure of the work getting done, and it’s a much more accurate yardstick, especially with today's high-efficiency motors.
Understanding Your Application's Torque Needs
Once the electrical basics are covered, you need to think about the kind of work the motor is actually doing. Different jobs put wildly different demands on a motor, and it all comes down to torque. This is a crucial distinction that directly steers you toward the right controller.
We generally break applications into two camps:
Variable Torque: For these jobs, the torque needed changes as the speed changes. Think of fans, centrifugal pumps, and blowers. The faster they spin, the more torque they need to move more air or liquid. These loads are the perfect candidates for VFDs and offer the biggest opportunities for energy savings.
Constant Torque: Here, the application demands the motor's full rated torque no matter how fast or slow it's running. Conveyors, positive displacement pumps, extruders, and hoists are classic examples. They need consistent muscle to move heavy loads, even when just creeping along.
Knowing which camp your application falls into is non-negotiable. Controllers are often rated differently for variable and constant torque jobs, with constant torque applications demanding a beefier—and usually more expensive—unit. If you want to get into the weeds, you can learn more about how to perform a torque calculation for motor selection.
Don't Forget the Environment and Enclosure
Where is this controller going to live? A clean, air-conditioned electrical room is a world away from a dusty factory floor or an outdoor installation exposed to rain and snow. This is where NEMA (National Electrical Manufacturers Association) enclosure ratings are your best friend.
The enclosure is the controller's armor, protecting its sensitive electronics from dust, dirt, water, and corrosive chemicals.
NEMA 1: Your standard indoor enclosure for clean, dry locations.
NEMA 12: Steps it up to protect against dripping liquids and airborne dust.
NEMA 4/4X: Built tough for washdown environments, protecting against hose-directed water. The "X" in 4X means it also resists corrosion.
Choosing the right enclosure isn't optional—it's a fundamental requirement for safety and reliability.
This flowchart helps connect the dots, showing how your main goal—whether it's saving money, making equipment last longer, or improving your process—links directly to the benefits a controller can deliver.
As you can see, a single investment in the right controller pays dividends in multiple ways, aligning perfectly with your key operational goals.
Integrating Controllers into UL-Listed Control Panels
A motor variable speed controller on its own is just one piece of the puzzle. A truly professional setup is a complete, integrated system. Just slapping a drive on the wall and running some wires is a surefire way to run into reliability issues and create serious safety hazards down the road.
That’s why proper integration into a purpose-built, UL-listed control panel is absolutely non-negotiable. It’s the only way to guarantee safety, meet electrical codes, and build a system that’s dependable for the long haul. This is what turns a pile of parts into a cohesive, turnkey solution ready to perform the moment you flip the switch.
More Than Just a Box: Key Panel Components
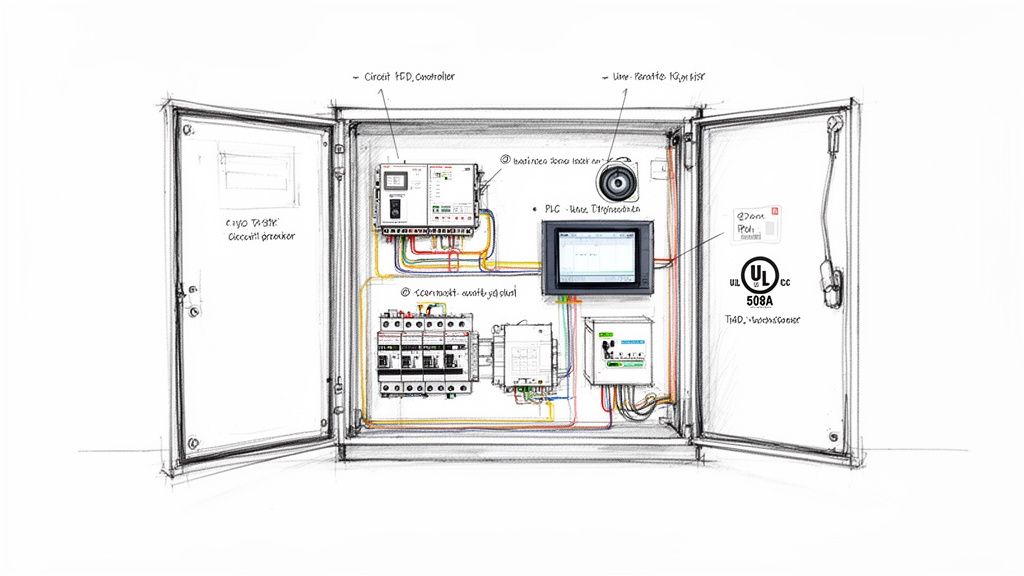
A professionally built control panel is engineered to house much more than just the controller itself. It brings together all the necessary support hardware—properly sized and wired—to protect both the equipment and the people operating it.
Inside a well-designed panel, you’ll find several critical components working in harmony:
Circuit Protection: This is your first line of defense. Fuses or circuit breakers are installed "upstream" from the controller to guard against short circuits and overcurrents, preventing a minor issue from turning into a catastrophic failure.
Disconnect Switch: A lockable main disconnect is a fundamental safety requirement. It allows technicians to completely de-energize the entire panel and follow lock-out/tag-out (LOTO) procedures before touching a single wire.
Line Reactors: Think of these as shock absorbers for your electrical power. Installed on the input side of the controller, these inductors smooth out the incoming voltage, shielding the sensitive drive electronics from spikes and cleaning up the harmonic distortion sent back to the grid.
Operator Interface: This could be as simple as a start/stop button and a speed knob or as sophisticated as a full-color Human-Machine Interface (HMI) touchscreen. It’s what gives operators on the floor the local control and monitoring they need.
Why the UL 508A Sticker Matters
When you see a UL 508A mark on a control panel, it’s not just a sticker—it’s a seal of approval that guarantees safety and compliance. This standard is the definitive benchmark for building industrial control panels in North America.
A UL 508A certification is proof that the panel was built by a certified shop using approved components, correct wiring techniques, and proper component spacing, all of which is documented and traceable.
A UL-listed panel buys you peace of mind. It signals to electrical inspectors, insurance companies, and your own safety team that the system has been thoroughly vetted against strict, nationally recognized standards for fire and electrical safety.
Choosing a UL-certified panel makes project commissioning smoother, simplifies regulatory sign-offs, and drastically reduces your liability. It ensures every single component is correctly sized, protected, and documented. For a deeper dive into what this entails, our complete guide to industrial control panel design has all the details.
Plugging Into Your Plant's Automation Brain
In any modern facility, a motor controller rarely acts alone. It needs to talk to the rest of your automation ecosystem, from the Programmable Logic Controllers (PLCs) that run the machine’s logic to the SCADA systems that give you a bird's-eye view of the whole plant.
This communication happens over industrial protocols. Standards like EtherNet/IP and Modbus act as the common language, letting the controller share critical data in real-time. This allows a central system to send speed commands, check the motor’s current draw, and instantly receive diagnostic fault codes.
This tight integration is the bedrock of modern process automation and the hallmark of a system delivered by an experienced partner who knows how to make all the pieces work together flawlessly.
Real-World Applications of Motor Speed Controllers
The real magic of a motor variable speed controller isn't just in the tech specs; it's what they do out in the field. These devices are the quiet workhorses in countless industries, saving massive amounts of energy, fine-tuning processes, and preventing the kind of wear and tear that leads to expensive downtime. You'll find them solving problems everywhere, from city infrastructure to sprawling factory floors.
Take HVAC systems and wastewater treatment plants, for instance. The pumps and fans in these places almost never need to run at 100% speed, 100% of the time. By using a controller to dial the motor speed up or down based on actual demand—like adjusting airflow as people move through a building or easing back on pump flow overnight—facilities can rack up some truly impressive energy savings. It's a huge deal in the HVAC world, which is why an HVAC sales representative often works closely with these technologies.
Enhancing Manufacturing and Logistics
In the world of manufacturing and logistics, it's all about precision and uptime. A conveyor system is the perfect example. Firing up a heavily loaded conveyor without a controller is like slamming your foot on the gas pedal. Products get jerked around, things get shifted out of place, and sometimes, stuff just falls right off.
A motor variable speed controller changes the game entirely. It delivers a smooth, controlled acceleration that protects both the products and the conveyor’s mechanical guts. It also gives you the power to perfectly sync up different parts of a production line, which is absolutely essential for keeping the whole operation running like a well-oiled machine.
Being able to fine-tune speed and acceleration isn't just a nice-to-have feature. It’s a core requirement for hitting quality targets and keeping things efficient in any modern automated facility.
Mastering Precision in Chemical Processing
For industries like chemical and plastics manufacturing, consistency is king. The slightest deviation from the recipe can ruin an entire batch. That's where controllers become indispensable for machinery like extruders and mixers.
Extruders: You need dead-on speed control to maintain the exact pressure and temperature required to produce materials with consistent thickness and quality.
Mixers: The ability to ramp motor speed up or down gives operators total control over the viscosity and homogeneity of a mixture, guaranteeing every batch is identical.
Centrifuges: Speed control is what allows for the precise separation of materials based on their density, a foundational process in tons of chemical and biological applications.
In these high-stakes environments, a motor variable speed controller provides the rock-solid torque and speed regulation needed to ensure product consistency, batch after batch. From bustling distribution centers to critical industrial processes, these controllers are the key to unlocking smarter, more efficient, and far more reliable operations.
Getting Your Questions Answered
When you're digging into the world of motor control, a few practical questions always seem to pop up. Let's tackle some of the most common ones we hear from engineers and plant managers out in the field.
Can I Slap a VFD on Just Any Old Motor?
You can, but you probably shouldn't. While a VFD will technically make a standard-duty motor spin, you're asking for trouble. It's always best to pair it with a true inverter-duty motor.
These motors are built differently. They have beefed-up insulation and often a shaft grounding ring designed to handle the punishing, high-frequency voltage pulses a VFD puts out. Using one prevents the kind of slow-burn damage—like fried windings and wrecked bearings—that can take a standard motor out of commission way too soon.
Seriously, How Much Energy Will I Save?
This isn't just marketing fluff; the savings can be massive, especially for certain applications. If you're running variable torque loads like centrifugal pumps or fans, the results are almost unbelievable.
The affinity laws tell the story: slow a fan's speed by just 20%, and you can slash its energy use by nearly 50%. This is where a motor variable speed controller really shines and pays for itself, often much faster than you'd expect.
While every system is unique, we see facilities get a full payback on their controller investment in under two years—sometimes purely from the drop in their electricity bills.
What's the Real Difference Between a VFD and a Soft Starter?
This is a big one, and getting it wrong can be a costly mistake.
Think of it this way: a VFD gives you full-range speed control, like a gas pedal for your motor. You can adjust the speed up and down anytime it's running. A soft starter, on the other hand, is more like a clutch. It only manages the motor's ramp-up and ramp-down to prevent the mechanical shock and electrical surge of a hard start. Once the motor is up to speed, the soft starter's job is done.
At E & I Sales, we don't just sell parts; we engineer complete motor control solutions. Whether you need a single drive or a complex, custom UL-listed control panel, we're the partners you can count on to get it right. If you're ready to select, size, and implement the perfect controller, let's talk.
Controlling the speed of an AC motor is one of the most powerful tools we have in modern industrial automation. Without it, you’re stuck in an all-or-nothing world. With it, you unlock incredible precision and slash energy costs. The secret sauce is almost always a Variable Frequency Drive (VFD), a device that works by changing the electrical frequency fed to the motor.
Why Variable Speed Control Is Essential for Modern AC Motors
Picture trying to drive your car with only two options: idle or flooring it. That’s exactly what running a traditional, fixed-speed AC motor is like. It’s either off or running at full tilt, no matter what the job actually requires. This brute-force approach is shockingly inefficient and puts a ton of stress on your equipment.
That’s where AC motor variable speed comes in. It’s like adding a gas pedal to that car. Instead of lurching from a dead stop to maximum RPM, you get smooth, precise control over the motor's speed. You can match its output exactly to what the process needs at any given moment. This simple change is a game-changer for both performance and your bottom line.
The Problem with Fixed-Speed Operation
Running a motor at a single, locked-in speed creates two massive headaches for any industrial operation:
Massive Energy Waste: Think about a fan or pump that only needs to run at 60% capacity. A fixed-speed motor still screams along at 100%, forcing you to use mechanical dampers or valves to choke off the excess flow. It’s the industrial equivalent of flooring the accelerator and riding the brake at the same time—a colossal waste of energy.
Accelerated Mechanical Wear: The sudden, high-torque jolt of a fixed-speed motor starting up sends a shockwave through the entire system. This violent startup puts immense stress on belts, gears, couplings, and bearings. The result? Premature failures, more frequent maintenance, and expensive, unplanned downtime.
The Variable Speed Solution
Bringing variable speed control into the picture solves both problems cleanly. The go-to technology for this is the Variable Frequency Drive (VFD). By dialing the motor's speed up or down to meet the real-time demand, a VFD makes sure the system uses only the energy it absolutely needs. Nothing more.
This isn't just a minor tweak; it's a fundamental shift in how we design and run industrial systems. The market reflects this, with VFD sales valued at around $29.8 billion in 2025 and on track to hit $39.67 billion by 2030. That growth is fueled by undeniable benefits: energy savings often fall between 20% and 50%, and the level of process control you gain is simply unmatched. You can dig into the full market research on VFD growth to see just how big this shift is.
Key Takeaway: Moving to variable speed control isn’t just an equipment upgrade. It’s a strategic decision to cut energy consumption, make your machinery last longer, and fine-tune the performance of your entire operation. You're trading brute force for intelligence and efficiency.
Let's take a quick look at how these two approaches stack up side-by-side.
Fixed Speed vs Variable Speed AC Motors At a Glance
The table below breaks down the core differences between a simple, direct-on-line motor and one controlled by a VFD. It quickly becomes clear why variable speed has become the standard for so many applications.
Attribute
Fixed-Speed Motor
Variable-Speed Motor (with VFD)
Speed Control
Runs at a single, constant speed
Speed is fully adjustable from near-zero to full RPM
Poor at partial loads; energy wasted through throttling
Excellent; power consumption matches the actual load
Process Control
Very limited; requires mechanical controls (valves, dampers)
Highly precise; speed directly controls process output
Mechanical Wear
High due to harsh starts and stops
Significantly reduced due to soft starting/stopping
Cost
Lower initial equipment cost
Higher initial cost, but lower lifetime operating cost (TCO)
Typical Use Cases
Simple, constant-load applications (e.g., a conveyor always running at one speed)
Pumps, fans, compressors, mixers, and any process with varying demand
While the upfront investment for a VFD system is higher, the long-term savings in energy and maintenance almost always deliver a rapid and compelling return on investment. It's a classic case of spending a little more now to save a lot more later.
How a VFD Unlocks Variable Speed in AC Motors
The secret to controlling an AC motor's variable speed is baked right into its physics. An AC induction motor's speed is directly locked to the frequency of the power you feed it. Here in North America, our grid delivers a steady, unwavering 60 Hertz (Hz), which means a standard motor is designed to run at a fixed, synchronous speed. If you want to change that speed, you have to change the frequency.
That's exactly what a Variable Frequency Drive (VFD) is built to do.
A VFD isn't some glorified dimmer switch; it's a sophisticated piece of power electronics that sits between the wall outlet and your motor. It takes the fixed-frequency, fixed-voltage power from the grid, completely deconstructs it, and then builds a brand-new, fully adjustable AC power source for the motor.
By precisely dialing the output frequency up or down, the VFD can tell the motor to run at nearly any speed you need—from a slow crawl all the way up to its maximum rated RPM, and sometimes even a little beyond. This gives you an incredible amount of control over your process, whether it's a pump, a fan, or a complex conveyor system.
The Three-Step Power Conversion Process
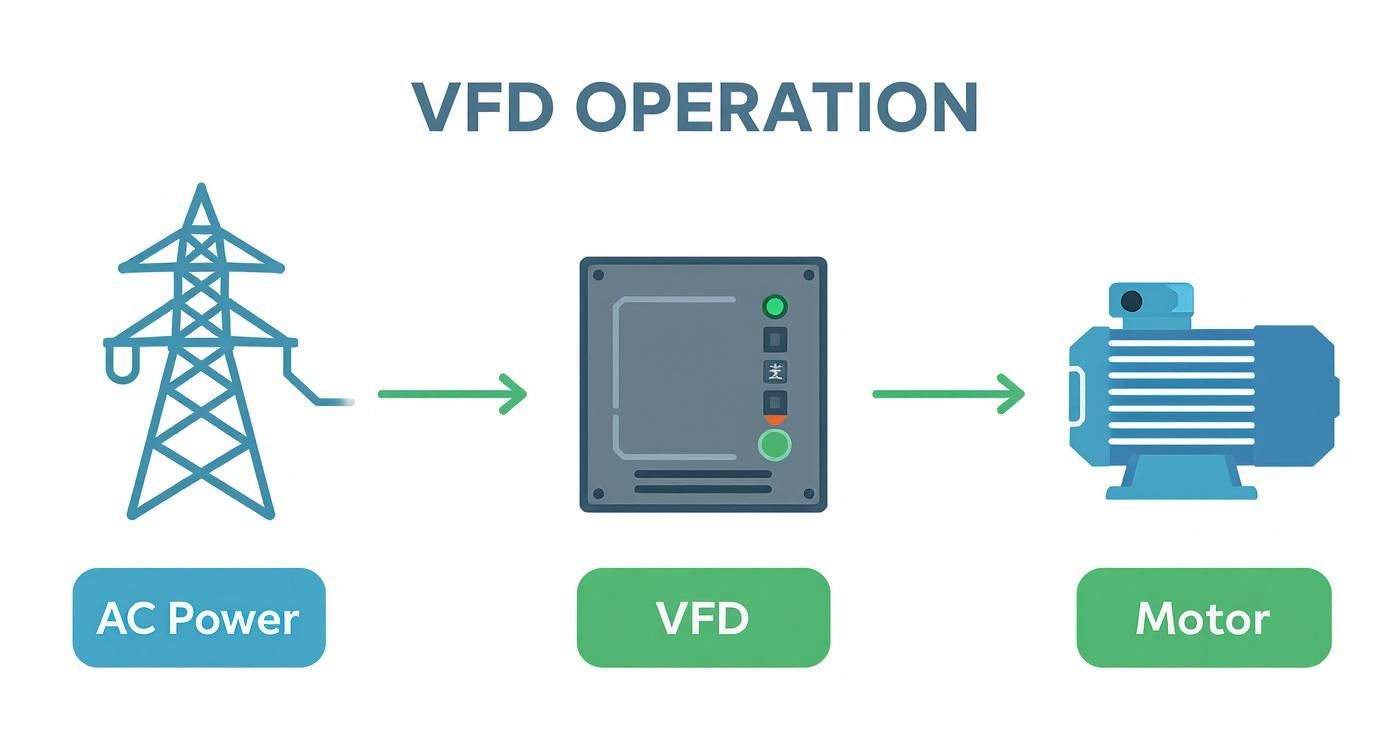
The real magic of a VFD happens in three distinct stages. It's a clever process of breaking down raw grid power and then reconstructing it into a finely-tuned output that's perfect for the job at hand.
This infographic gives you a simple visual of how power flows from the source, through the VFD, and on to the motor.
The VFD is the "translator" in the middle, making variable speed possible. Let's peek inside that box and see how it works.
The Rectifier (AC to DC Conversion): First, the VFD grabs the standard AC power coming in and runs it through a rectifier. This section uses a series of diodes that act like one-way electrical gates, converting the alternating current (AC) into direct current (DC). It effectively smooths out the AC sine wave into a stable DC voltage. This DC power gets stored in large capacitors, creating a smooth energy reservoir called the DC bus.
The DC Bus (Power Filtering): Think of the DC bus as a buffer tank for electricity. The capacitors here filter out any leftover ripples from the rectification process, ensuring the next stage gets a clean, consistent DC voltage to work with. A stable DC bus is absolutely critical for creating a clean, high-quality AC waveform on the output side.
The Inverter (DC to AC Synthesis): This is where the real control happens. The inverter section is packed with high-speed transistors (typically IGBTs) that can switch on and off thousands of times per second. By controlling this rapid switching pattern with a technique called Pulse Width Modulation (PWM), the inverter can build, or synthesize, a brand-new AC sine wave from the DC voltage. The crucial part? The VFD can create this new wave at any frequency and voltage it needs, giving it total command over the motor's speed and torque.
The V/Hz Principle: The Foundation of Control
The most common and straightforward control method a VFD uses is called Volts-per-Hertz (V/Hz). It's based on a simple principle: an AC motor needs a specific magnetic field strength to work correctly, and this field is created by the ratio of voltage to frequency. To keep the motor happy and producing constant torque without overheating, you have to keep that ratio constant.
Take a standard 460-volt, 60 Hz motor. Its ideal V/Hz ratio is 7.67 (460 divided by 60). If the VFD slows the frequency down to 30 Hz to run the motor at half speed, it must also proportionally drop the voltage to 230 volts to maintain that same 7.67 ratio. This keeps the motor's magnetic field consistent and allows it to produce reliable torque across its entire speed range.
The V/Hz method is the workhorse for variable-torque loads like centrifugal fans and pumps, where the torque needed drops off dramatically as the speed decreases. It's simple, incredibly reliable, and perfect for a huge number of industrial applications.
Advancing to Vector Control for Precision Torque
While V/Hz control is great for many jobs, some applications need more muscle and finesse, especially at very low speeds or when the load is constantly changing. For these demanding tasks, we turn to more advanced algorithms like vector control, also known as field-oriented control.
Vector control is a much smarter method that uses a complex mathematical model of the motor running inside the VFD's processor. It allows the drive to independently manage the voltage and frequency to control two things separately: the motor's magnetic flux and its torque-producing current.
Key Insight: Imagine V/Hz control is like having a single knob that adjusts speed and power together. Vector control is like having two separate, highly precise knobs—one for the magnetic field strength and one for pure torque. This gives you far better response and finer control.
This advanced control method opens up some serious performance capabilities:
Full Torque at Zero Speed: A motor under vector control can deliver 100% of its rated torque even when it's standing still. This is non-negotiable for applications like cranes that need to hold a heavy load in place or for starting a high-inertia conveyor without a jerk.
Faster Dynamic Response: It can react almost instantly to sudden changes in load, keeping the motor speed incredibly stable.
Improved Efficiency: By actively managing the motor's magnetic field, vector control can optimize energy use, particularly when the motor is running under a light load.
This level of performance makes vector control the only real choice for high-demand machinery like CNC machines, extruders, and web-handling lines where precise tension and speed are critical to making a quality product.
What Happens to Performance When You Vary the Speed?
Using a VFD to control an AC motor's variable speed isn't just like turning a volume knob. It fundamentally rewrites the rules of how that motor operates. Sure, the benefits of precise speed control are massive, but this control introduces new thermal, electrical, and mechanical stresses that every good engineer needs to anticipate.
When you start playing with the motor's speed, you're directly messing with its two most important capabilities: torque and horsepower. This relationship isn't a simple straight line; it's a tale of two distinct operating zones. Getting a handle on these zones is the key to predicting how your motor will behave in the real world.
Constant Torque vs. Constant Horsepower: A Tale of Two Ranges
Think of a VFD-controlled motor as having two primary performance modes. These modes define exactly how much work the motor can do at any given speed without cooking itself.
Constant Torque Range (Everything Below Base Speed): From a dead stop all the way up to the motor's nameplate speed (typically what you get at 60 Hz), the VFD works its magic by keeping the Volts-per-Hertz ratio steady. This is huge because it means the motor can deliver its full rated torque no matter how slow or fast it's spinning within this range. As speed climbs, horsepower rises right along with it. This makes it perfect for heavy-lifting jobs like conveyors, mixers, and positive displacement pumps that need consistent muscle.
Constant Horsepower Range (Going Above Base Speed): What if you need to run faster than the nameplate speed? A VFD can do that by pushing the frequency past 60 Hz. But there's a catch. The motor's voltage is already maxed out, so the V/Hz ratio starts to drop. This phenomenon, known as "field weakening," causes the motor's available torque to fall off as speed increases. The horsepower, however, stays constant. This trade-off is ideal for applications like machine tool spindles, where you're prioritizing blistering speed over raw turning force.
If there's one thing to remember, it's this: running a motor below its base speed gives you consistent turning force. Running it above base speed gives you consistent power, but you sacrifice torque. For most industrial applications, you'll be sizing your motor to handle the required load within that constant torque range.
The Hidden Danger: Low-Speed Overheating
One of the most common—and destructive—gotchas in VFD applications is motor overheating at low speeds. Your standard, off-the-shelf TEFC (Totally Enclosed Fan-Cooled) motor has a simple cooling system: a fan bolted to the motor shaft. At full speed, it works beautifully, pulling plenty of air across the motor's cooling fins.
But what happens when you slow that motor down to 25% of its rated speed? The fan is also spinning at a measly 25%, and the airflow drops to almost nothing. Meanwhile, the motor is still generating heat from the current running through its windings. With its cooling system crippled, the motor's internal temperature can skyrocket, leading to fried insulation and a premature death.
This is exactly why inverter-duty motors have become the gold standard for any serious VFD setup. These motors are built for the job, often featuring:
Upgraded winding insulation designed to handle higher temperatures.
More efficient designs that produce less waste heat in the first place.
Separate, constant-speed cooling fans (often called force-ventilation or "blower-cooled" kits) that deliver full cooling no matter how slowly the motor shaft is turning.
Dealing with the Noise: Electrical and Audible
The high-frequency switching that happens inside a VFD's inverter is what makes modern motor control possible, but it doesn't come for free. This rapid-fire switching creates side effects you need to plan for.
Audible Motor Noise: That high-pitched whine you sometimes hear from a VFD-driven motor? That's the VFD's PWM (Pulse Width Modulation) frequency causing the motor's steel laminations to physically vibrate. While it's usually not harmful to the motor, it can be incredibly annoying in quiet environments. Luckily, most modern VFDs let you adjust the carrier frequency to push that noise outside the range of human hearing.
Electrical Noise (EMI/RFI): A VFD is also a potent source of electromagnetic interference (EMI) and radio frequency interference (RFI). This electrical "noise" can radiate out from the motor cables and play havoc with nearby sensitive electronics like PLCs, sensors, and communication networks. This is non-negotiable: you must follow best practices, like using properly terminated shielded VFD cable and establishing a rock-solid grounding system, to keep this noise contained.
The push for this kind of smart, efficient motor control is a huge force in the industry. It’s a key reason the global electric AC motors market, valued at $140.77 billion in 2025, is on track to hit $215.81 billion by 2032. This explosive growth is happening because integrating VFDs has shifted from a niche specialty to a standard practice for building better, more efficient machines. You can dive deeper into these trends by checking out market insights on ResearchAndMarkets.com.
How to Select and Size Your VFD and Motor
This is where the rubber meets the road. Picking the right components for an ac motor variable speed system isn't just about matching the horsepower on the motor's nameplate to the drive. That's a classic rookie mistake, and it's a fast track to poor performance and equipment that just doesn't last.
A solid design always starts with a deep dive into what the application is actually doing. The single most important first step is getting a handle on your application's load profile. This tells you how much torque the motor needs to produce at different speeds, which in turn dictates the kind of VFD you need.
It's a bit like choosing a vehicle—you wouldn't pick a sedan to haul a ton of bricks. Getting the load profile wrong is just as foolish.
Understanding Your Load Profile
Almost every industrial job falls into one of three buckets. Each one has its own quirks that will directly shape your VFD and motor choice.
Variable Torque (VT) Loads: These are your bread and butter—the most common and energy-efficient applications out there. Think centrifugal pumps and fans. With these, horsepower demand varies with the cube of the speed, and torque varies with the square of the speed. What does that mean in the real world? Even a small drop in speed can lead to massive energy savings.
Constant Torque (CT) Loads: Here, the motor needs to deliver consistent turning force, no matter how fast or slow it's running. Conveyors, mixers, extruders, and positive displacement pumps are perfect examples. They need full grunt to get a heavy load moving from a dead stop and keep it chugging along.
Constant Horsepower (CP) Loads: You won't see these as often, but they're critical in certain niches. These loads need a ton of torque at low speeds and much less at high speeds. Think machine tool spindles and center-driven winders. In these setups, the VFD is often running the motor above its base speed.
For the vast majority of jobs, you’ll be sizing for either Variable or Constant Torque. Many VFDs are even dual-rated. A single drive might be rated for 10 HP on a simple fan (VT) but only 7.5 HP on a heavy conveyor (CT). Always, always size based on the correct load.
Creating a System Sizing Checklist
Once you've pegged the load type, it's time to get into the nitty-gritty operational details. Running through a checklist like this is the best way to avoid expensive mistakes and make sure your system is tough enough for the long haul.
Answering these questions upfront is the difference between a system that just runs and a system that runs reliably and efficiently for years. Don't guess—get the hard data from the mechanical system requirements.
Use this as your framework:
Required Speed Range: What are the absolute minimum and maximum speeds you need? Is the motor going to be crawling along at low speeds for long periods where it could overheat?
Starting Torque: Does this thing need to start under a full load? A loaded conveyor, for example, might demand up to 150% of the motor's rated torque just to get rolling.
Braking and Deceleration: How fast does it need to stop? A high-inertia load like a big centrifuge or flywheel can generate a lot of back-EMF during a quick stop. You might need dynamic braking resistors to burn off that extra energy and prevent the drive from tripping.
Environmental Conditions: Where is this system going to live? High altitudes have thinner air, which hurts cooling and forces you to derate both the VFD and the motor. Extreme heat or cold will also heavily influence your component choices and enclosure design.
Why Inverter-Duty Motors Are Non-Negotiable
Let me be crystal clear on this last point: you absolutely must pair your VFD with a motor designed for it. Standard, off-the-shelf motors are not built to handle the unique electrical stresses that a VFD spits out. Using one is a gamble, and it's one that rarely pays off.
An inverter-duty rated motor is specifically built to take the abuse of the high-frequency voltage pulses from a VFD. They have much beefier winding insulation (often called "spike-resistant") and other design upgrades that prevent them from frying prematurely. For anyone looking at new or replacement units, you can find a wide selection of tough electric motors designed for exactly this kind of variable speed work.
Spending a little extra on the right motor from the get-go is the single best investment you can make in the reliability of your entire system.
Best Practices for VFD Panel Integration and Wiring
There’s an art and a science to integrating a Variable Frequency Drive (VFD) into a control panel. It’s the moment a standalone component becomes the reliable heart of your entire system. Get the physical layout and wiring right from the jump, and you’ll sidestep a ton of frustrating issues down the road—think electrical noise, overheating, and premature failures.
The success of any ac motor variable speed system really comes down to sweating these details. Think of the control panel as the VFD's life-support system. It needs clean power, cool air, and a rock-solid ground connection to do its job day in and day out without a hiccup.
Managing Heat Dissipation
A VFD running hard puts out a surprising amount of heat. If you just trap that heat inside a sealed panel, you're asking for trouble. Good thermal management isn't a "nice-to-have"; it's absolutely critical for the drive's health and reliability.
Here’s what really matters:
Respect the Clearances: Every manufacturer specifies minimum clearances above, below, and on the sides of their VFDs. That isn't a suggestion. This space is vital for natural air convection and keeps hot spots from forming.
Get the Air Moving: You'll almost always need fans. Make sure they're placed to create a smart airflow path, usually pulling cool air in from the bottom of the enclosure and pushing hot air out the top.
Size the Enclosure Right: Don't try to shoehorn a powerful VFD into a tiny box to save a few inches. A larger enclosure gives you more surface area to radiate heat and a bigger volume of air to act as a buffer, keeping internal temps stable.
Routing Wires to Prevent Electrical Noise
The high-frequency switching inside a VFD can create a storm of electromagnetic interference (EMI). If you don't contain it, this "noise" can play havoc with your low-voltage control signals from PLCs, sensors, and network cables, causing all sorts of erratic behavior.
Critical Best Practice: Always, always, always keep your power and control wiring physically separated. Never run motor leads and encoder cables in the same conduit. This one step is probably the most effective thing you can do to kill EMI problems before they start.
Using a good shielded VFD cable is your best weapon here. This purpose-built cable has a braided or foil shield that, when properly grounded at both the drive and the motor, acts like a cage, trapping the electrical noise and stopping it from radiating out.
Connecting VFDs to Control Systems
Once you’ve got the hardware squared away, it’s time to connect the VFD to the brains of the operation—the PLC or HMI. This is the communication link that makes real automation possible.
You've got two main ways to do this:
Simple I/O (Input/Output): This is the old-school, straightforward method. You might wire a PLC relay to a VFD digital input for a simple "run" command and use a 4-20mA or 0-10V analog signal to tell it how fast to go. It’s simple and effective.
Industrial Networks: For tighter control and better diagnostics, nothing beats an industrial network. Protocols like EtherNet/IP or Modbus TCP/IP let you manage speed, direction, and accel/decel ramps—plus read back vital data like motor current, fault codes, and runtime—all over a single ethernet cable.
This level of connectivity is what modern automation is built on. For projects that demand this kind of tight coordination, our expertise in system integration is what bridges the gap between individual parts and a fully commissioned machine. You see it everywhere, like in the HVAC world, where the variable frequency drive market hit $3.3 billion in 2024 by using VFDs for precise fan and pump control, slashing energy use by up to 30%. You can discover more insights about the HVAC VFD market on imarcgroup.com.
Getting Your Drive Running: Commissioning and Troubleshooting
Getting the VFD mounted and wired is one thing, but the real work begins at startup. A careful, methodical commissioning process is the absolute best way to head off frustrating faults and make sure your ac motor variable speed system is ready for the long haul. Think of it as laying the foundation for reliable performance from day one.
And let's be realistic—sooner or later, you're going to see a fault code. It's just part of life on the plant floor. Knowing how to quickly read the signs and solve common VFD issues is a must-have skill for any technician. It’s the difference between a five-minute fix and a full-blown production shutdown.
A Smart Commissioning Checklist
Before you flip the main breaker and let it rip, a systematic check-up is non-negotiable. This isn't just about being safe; it's about making sure every wire, parameter, and connection is perfect so the drive and motor can work together seamlessly. A rushed startup is just asking for trouble.
Follow these key steps to get things running smoothly:
Check Your Wiring Like a Hawk: Go over every connection again. Is incoming power landed correctly? Motor leads? Control I/O? Make absolutely sure your grounds are solid and that shielded cable is properly terminated to keep electrical noise from wreaking havoc.
Bump the Motor: This is a classic for a reason. With the motor uncoupled from the load, give it a quick "bump" at a super low speed—just 2-3 Hz. All you're doing is confirming it spins the right way. If it's going backward, just swap any two of the three motor leads (T1, T2, T3). Easy fix.
Run an Autotune: Don't skip this. This is where the VFD runs a quick diagnostic on the motor to learn its exact electrical personality. It builds a precise digital model of the motor, which is what allows advanced vector control to deliver that crisp torque and peak performance you're paying for.
An autotune is basically the VFD's handshake with the motor. If you skip it, the drive is just guessing, which leads to sloppy control, wasted energy, and poor performance.
Tackling the Most Common VFD Faults
When a drive trips, that little fault code on the screen is your first and best clue. Understanding what these codes mean and where to look first is the key to getting back online fast. For those really tricky problems in highly integrated systems, sometimes bringing in expert help for custom controls can quickly get to the bottom of things.
Here are the three most common faults you'll run into and what to do about them:
Fault Type
What's Likely Happening
How to Fix It
Overcurrent (OC)
The VFD is trying to accelerate the load too quickly, demanding more current than it can safely provide.
Stretch out the acceleration ramp time. Give the motor a little more time to get the load up to speed.
Overvoltage (OV)
During deceleration, the load's momentum is turning the motor into a generator, sending voltage back into the drive.
Increase the deceleration time. If that's not an option, you'll need a dynamic braking resistor to burn off that extra energy.
Motor Overheating
You're running the motor at low speeds for long periods, and the built-in fan can't move enough air to cool it properly.
First, confirm the motor is "inverter-duty" rated. If it is, you may need to add a separate, constant-speed blower fan (force ventilation) to keep it cool.
A Few Common Questions About AC Motor Speed Control
When you're out in the field planning a new setup or trying to figure out what's wrong with an existing one, a few questions always seem to pop up. Let's tackle some of the most common ones we hear from engineers and techs.
Can I Just Slap a VFD on a Standard AC Motor?
Technically, yes. Should you? For anything you want to last, absolutely not. Standard, off-the-shelf motors just weren't designed to handle the kind of electrical stress a VFD dishes out.
The drive's rapid-fire voltage pulses are brutal on standard winding insulation and can create damaging bearing currents that will kill the motor surprisingly fast. For any real-world application, you need an "inverter-duty" or "VFD-rated" motor. They're built tougher, with better insulation and other features designed from the ground up to take the abuse from a VFD and keep on running.
What’s the Real Difference Between V/Hz and Vector Control?
Think of V/Hz (Volts-per-Hertz) as the simple, "good enough" method. It keeps the voltage-to-frequency ratio constant, which works perfectly for basic loads like fans and centrifugal pumps where you don't need pinpoint precision. It gets the job done without a lot of fuss.
Vector control, on the other hand, is the brains of the operation. It's a much smarter algorithm that creates a detailed mathematical model of the motor inside the drive.
This allows the VFD to control the motor's torque and speed independently and with incredible precision, even down to zero speed. It's an absolute must for tough jobs like conveyors, cranes, and machine tools that need full muscle right from a dead stop.
How Far Away Can I Mount the Motor from the VFD?
Distance is a bigger deal than most people think. The longer the cable run, the more you have to worry about a nasty phenomenon called "reflected waves." These are voltage spikes that can bounce back from the motor and build up to levels high enough to fry the motor’s insulation.
As a rule of thumb, most drive manufacturers draw the line somewhere around 50-100 feet. Go beyond that, and you're asking for trouble unless you add some protection. For those longer runs, you'll need to install something like a load reactor or a dV/dt filter right at the VFD's output. Your drive's manual is your best friend here—always check it for specific limits and what it recommends for filtering.
When Do I Actually Need Dynamic Braking?
You need dynamic braking anytime you have to stop a heavy, high-inertia load faster than it would on its own. When you command a fast stop, the motor's momentum turns it into a temporary generator, pumping electricity back into the VFD. This can easily overwhelm the drive and trigger an overvoltage fault, shutting everything down.
A dynamic braking resistor gives all that excess energy a safe place to go, burning it off as heat. It’s essential for things like centrifuges, massive industrial fans, or loaded downhill conveyors that need to stop on a dime.
At E & I Sales, we live and breathe this stuff. We provide the tough motors, UL-listed control panels, and the integration expertise to build variable speed systems that just plain work. Contact us today to discuss your next project.