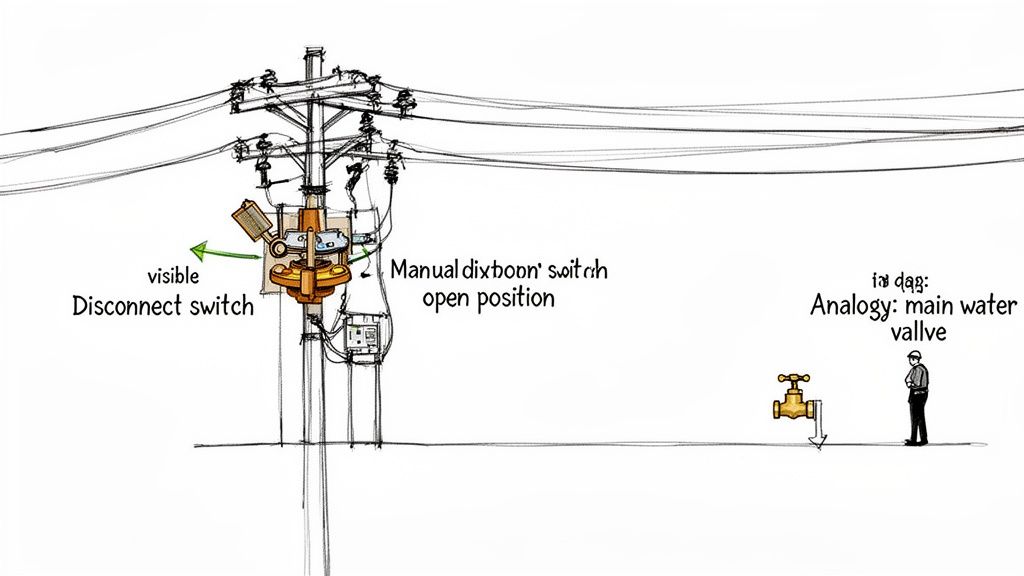
At its core, a disconnect switch is a straightforward, manually operated device designed for one critical purpose: to completely and visibly cut off a circuit from its power source. Think of it as an electrical safety switch. Its entire job is to create a physical "air gap," a clear, undeniable break in the circuit that guarantees electricity cannot flow past it. This makes it an absolute necessity for safe maintenance, repairs, or emergency shutdowns.
The Core Function of a Disconnect Switch
The best way to understand a disconnect switch is to think of it as the main water valve for your house.
When a plumber needs to fix a leaky pipe, they don't just turn off the faucet under the sink. They go straight to the main shutoff valve, closing it to ensure not a single drop of water can reach their work area. A disconnect switch provides that same level of absolute certainty for electricity.
This function isn't just about convenience; it's a cornerstone of electrical safety on the job. The ability to physically lock the switch in the "off" position is the foundation of the Occupational Safety and Health Administration's (OSHA) lockout/tagout (LOTO) procedures. This protocol is what stands between a technician and a machine that could accidentally be re-energized while they're working on it.
Why Visual Isolation Matters
You'll almost always find a disconnect switch installed "within sight" of the equipment it protects, and that’s by design. Unlike a circuit breaker that might be hidden away inside a panel down the hall, the disconnect switch gives a technician an immediate, visual confirmation that the circuit is dead.
That physical separation of contacts is the ultimate safeguard against electrical shock. There's no ambiguity.
A disconnect switch is a critical safety device in electrical systems, designed to physically isolate power circuits during maintenance, emergencies, or repairs, preventing accidents and ensuring worker safety in industrial settings.
Let's quickly summarize the key points in a table.
Disconnect Switch at a Glance
Key Aspect
Description
Primary Function
To safely and visibly isolate a circuit from its power source.
Mechanism
Creates a physical "air gap" in the circuit, preventing electrical flow.
Core Benefit
Ensures worker safety during maintenance and repairs.
Key Application
A critical component of Lockout/Tagout (LOTO) safety procedures.
Typical Installation
Placed "in-sight" of the equipment it controls for visual verification.
This at-a-glance view highlights just how fundamental these devices are in any robust electrical system.
Indispensable in Industrial Settings
For any company involved with motor control centers and UL-listed panels, disconnect switches are non-negotiable. They are essential for building reliable and code-compliant power distribution systems in manufacturing plants, automation projects, and beyond.
They act as the first line of defense, providing a secure way to isolate everything from a single motor to an entire production line. To get a better sense of what's driving the demand for these devices, you can explore detailed industry reports on the market.
A Look at the Main Types of Disconnect Switches
Not all disconnect switches are built the same; picking the right one is all about the job at hand. If you want to guarantee safety and keep your equipment running smoothly, you need to know the basic types. The biggest fork in the road is whether the switch provides its own overcurrent protection.
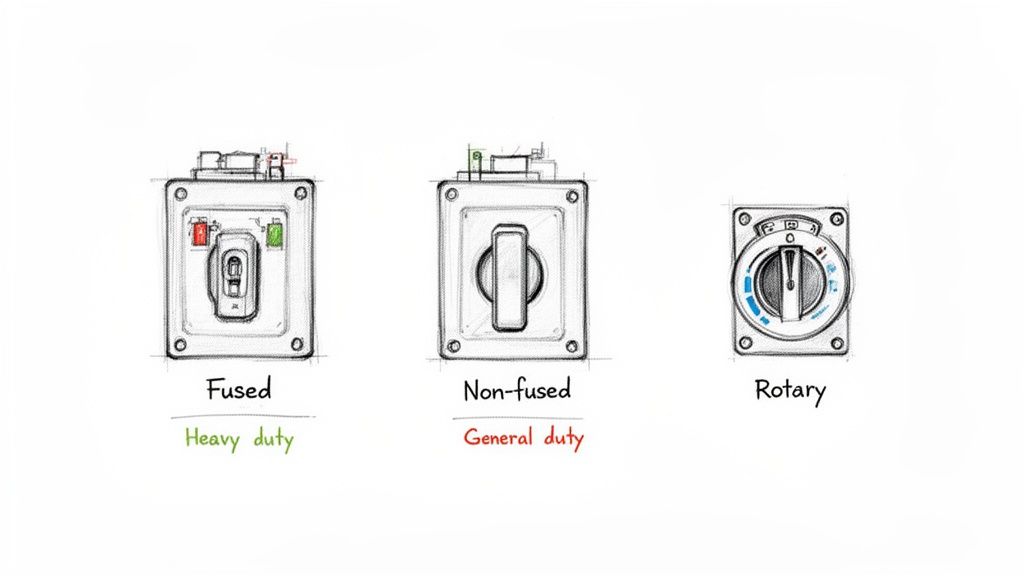
This single difference splits them into two major camps: fused and non-fused.
Fused vs. Non-Fused Switches
Think of a fused disconnect switch as a device wearing two hats. It’s both a manual "off" switch and a bodyguard for your circuit. Inside, it holds fuses that will blow and cut the power automatically if the current spikes to a dangerous level, saving an expensive motor or piece of machinery from getting fried.
A non-fused disconnect switch, on the other hand, has just one job: to isolate power. It's a purist. It offers zero overcurrent protection on its own, so it's only used in circuits where a circuit breaker or another device upstream is already handling that responsibility.
In a nutshell, fused switches give you isolation and overcurrent protection in one box, which is why they’re the go-to for motor circuits. Non-fused switches are strictly for cutting power, relying on a separate breaker to do the protecting.
It’s no surprise that fused switches dominate industrial settings. The low-voltage disconnect switch market, which is the backbone of motor control, was valued at $3.2 billion in 2023. The fused industrial slice of that pie is expected to hit $4.6 billion in 2024, which tells you just how critical that built-in protection is for machinery. You can dig into more of the numbers by reviewing these detailed industry findings.
Common Designs and Duty Ratings
Beyond just fused or non-fused, you’ll run into different designs built for specific loads and environments. They’re often separated by a "duty rating," which is just a fancy way of saying how tough they are.
Here are a few of the workhorses you’ll find out in the field:
Heavy-Duty Safety Switches These are the tanks of the disconnect world. Built for the grind of industrial applications, they’re designed for frequent use and can safely handle the high fault currents you see with big motor circuits and heavy machinery.
General-Duty Safety Switches Just like the name says, these are for lighter commercial or even residential jobs where the switch won't be thrown every day. They're a more budget-friendly option for things like service entrances or light-duty branch circuits where you don't need an industrial-grade build.
Rotary Disconnect Switches These guys are compact, versatile, and often found mounted right on a control panel or machine. A simple turn of the handle opens or closes the contacts. They are perfect for providing a local shut-off right where you need it, especially when space is tight. Panel builders love them for their small footprint and modular design.
Choosing between them means looking at what the circuit needs—everything from the electrical load and environmental conditions to the specific safety codes you have to follow.
How Disconnects Differ From Breakers and Contactors
It’s easy to get electrical components mixed up, especially when they all seem to "switch" power in one way or another. One of the most common points of confusion is the difference between a disconnect switch, a circuit breaker, and a contactor.
While they all sit in a circuit and control the flow of electricity, their core jobs are fundamentally different. Trying to substitute one for another is a recipe for an unsafe, unreliable system.
An Everyday Analogy: Your Home's Plumbing
Let's think about it in terms of the water flowing into your house. It's a surprisingly good parallel.
A contactor is like your kitchen faucet. You turn it on and off constantly throughout the day for a specific task. It’s designed for frequent, routine operation.
A circuit breaker is the emergency flood-stop valve in your basement. It sits there, doing nothing, until a pipe bursts. When it detects that sudden, dangerous rush of water, it snaps shut automatically to prevent a catastrophe.
The disconnect switch is the main water shutoff valve out by the street. A utility worker has to come out, turn it with a special tool, and lock it in the "off" position to guarantee no water can enter the house during major repairs. It’s a deliberate, manual safety action.
Unpacking the Core Functional Differences
The real distinction boils down to manual vs. automatic and safety vs. operational control.
A disconnect switch is a purely manual device, built for one thing: absolute safety isolation. When you throw that handle, you are physically creating a visible air gap in the circuit. There’s no ambiguity. It’s a guarantee that the circuit is de-energized so someone can safely perform maintenance. Its purpose is entirely focused on protecting people.
A circuit breaker, on the other hand, is an automatic safety device. It’s always on watch, monitoring the circuit for overloads and short circuits. The moment it detects a dangerous fault condition, it "trips" on its own to cut the power and protect the equipment from burning up. While you can often operate a breaker manually, its primary job is automatic protection.
Contactors play a completely different role. They are electrically operated switches, designed to be turned on and off frequently by a remote signal. A small control voltage energizes a coil, which pulls the main contacts closed to power up a motor or heater. They're all about operational convenience, not providing a positive, lockable point of isolation for safety.
The key takeaway is simple: Disconnects are for manual safety isolation, breakers are for automatic equipment protection, and contactors are for operational remote control. Each plays a distinct and non-interchangeable role.
To make this crystal clear, let's put them head-to-head.
Disconnect Switch vs Circuit Breaker vs Contactor
This table breaks down the essential differences at a glance, highlighting why you need the right component for the right job.
Component
Primary Function
Operation
Typical Application
Disconnect Switch
Safety Isolation
Manual (handle-operated)
De-energizing equipment for Lockout/Tagout (LOTO)
Circuit Breaker
Overcurrent Protection
Automatic (trips on fault)
Protecting circuits from overloads and short circuits
Contactor
Operational Control
Remote (electrically controlled)
Frequently starting and stopping motors
Understanding these distinct roles is the cornerstone of designing safe and compliant electrical systems. While a device like an ABB circuit breaker is a critical protective device, it simply cannot provide the same guaranteed, visible, and lockable isolation that a true disconnect switch offers. Using the right tool for the job isn't just a best practice—it's essential for a safe and reliable installation.
Where You'll Find Disconnect Switches in the Real World
Let's move from the textbook definitions to the factory floor. Disconnect switches aren't just a good idea; they're the non-negotiable heroes of nearly every industrial setting, crucial for both safety and keeping operations running smoothly.
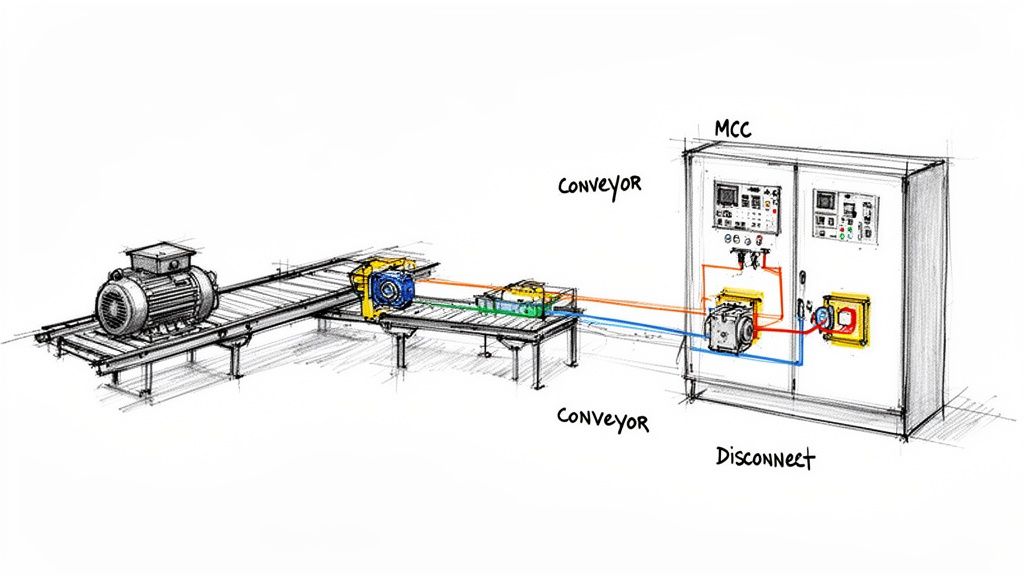
Picture a massive manufacturing plant with conveyor belts, pumps, and mixers all humming along, powered by hundreds of electric motors. What happens when one motor on a critical production line needs a new bearing? You can't just shut down the entire facility. That would be a logistical and financial nightmare.
This is exactly where the disconnect switch proves its worth.
By placing a disconnect right at the motor, a technician can walk up, throw the handle, and completely isolate that single piece of equipment. This local cutoff point guarantees the machine is de-energized, making it safe for repairs while the rest of the plant keeps on producing.
Critical Roles Across the Plant
Once you know what to look for, you'll start seeing disconnect switches everywhere in a factory. Their presence is the sign of a thoughtfully designed and safe electrical system.
Here are some of the most common spots you'll find them:
Motor Control Centers (MCCs): These are the command centers for a plant's motors. Each motor "bucket" or unit inside the MCC gets its own disconnect, letting you safely work on one motor circuit without affecting the others.
Main Machinery Power: Every major piece of equipment—from a CNC mill to a giant hydraulic press—needs a main disconnect. This is the master "off" switch for the whole machine, absolutely essential for setup, maintenance, or hitting the brakes in an emergency.
HVAC and Pumping Systems: Think about the powerful systems running large commercial chillers, air handlers, and water pumps. Electrical code often requires a disconnect to be installed "within sight" of this equipment so a technician can kill the power right before putting their hands on it.
UL-Listed Control Panels: For a custom control panel to earn a UL 508A listing, it has to provide a way to cut all incoming power. A flange-mounted disconnect handle right on the enclosure door is the industry standard for meeting this requirement safely and effectively.
The market data really drives this point home. The industrial sector accounted for a staggering 43.71% of all disconnect switch sales in 2023. Why? Because industries like manufacturing and power generation rely on them to prevent downtime, which can easily cost millions. You can dig into the numbers in this disconnect switch market trends report.
At the end of the day, in any industrial environment, the disconnect switch is the physical barrier between high-voltage power and a human being. Its simple, tough design provides the clear, visible, and lockable power isolation that stops catastrophic accidents and costly shutdowns before they can happen.
Navigating Key Codes and Safety Standards
In the world of industrial power, a disconnect switch isn't just a good idea—it's a hard requirement, baked into the safety codes that govern everything we do. These standards are the rulebook, transforming a simple piece of hardware into a non-negotiable device that protects both people and equipment.
It all starts with the National Electrical Code (NEC). If you're dealing with motors, you live in Article 430. One of its most critical mandates is the "within sight" rule, which demands that a disconnect must be visible and located no more than 50 feet from the equipment it serves. This isn't arbitrary; it's a practical safeguard that prevents a technician from working on a machine while someone unknowingly re-energizes the circuit from down the hall.
Connecting Hardware to Human Safety
While the NEC lays out the rules for the hardware, the National Fire Protection Association (NFPA) focuses on keeping people safe around it.
That's where NFPA 70E, the Standard for Electrical Safety in the Workplace, comes in. This is the playbook for safe work practices, and it’s the reason we have procedures like Lockout/Tagout (LOTO). A disconnect switch is the linchpin of any LOTO procedure, providing that essential, lockable point of isolation that NFPA 70E requires before a single tool is lifted.
Think of it this way: The NEC tells you how and where to install the disconnect. NFPA 70E tells you why and how to use it to make sure everyone goes home safe.
The Role of UL Certification
For anyone building control panels, Underwriters Laboratories (UL) standards are gospel. UL provides that critical third-party stamp of approval, verifying that components and entire assemblies meet rigorous safety and performance benchmarks.
Two standards are absolutely essential here:
UL 98 (Enclosed and Dead-Front Switches): This is the standard for the disconnect switch itself. It gets put through its paces to ensure it can reliably interrupt current and handle nasty fault conditions without failing.
UL 508A (Industrial Control Panels): This one applies to the whole finished product—the control panel. To earn that coveted UL 508A listing, the panel must have a certified main disconnecting means. That makes a UL 98-rated switch a foundational building block for any compliant panel.
Picking the right disconnect switch goes way beyond just matching the voltage and amperage on the label. Get this choice right, and you’re setting your system up for safety, reliability, and code compliance. Get it wrong—say, by undersizing the switch or picking the wrong enclosure—and you're looking at premature failure, serious safety hazards, and downtime that'll hit your bottom line hard.
You have to look at the whole picture. It's like choosing tires for a truck. You wouldn’t slap standard highway tires on a rig that's heading off-road, right? The same logic applies here. A general-duty switch just won't survive in a harsh industrial environment that demands a heavy-duty model.
Your Essential Selection Checklist
Before you even think about purchasing a disconnect switch, run through this checklist. Nailing these details from the get-go will save you from massive headaches later.
Horsepower (HP) Rating: This is non-negotiable if the switch is for a motor. Motors pull a massive amount of current when they first start up, and the switch absolutely must be rated to handle that specific motor load.
Enclosure Type: The environment is everything. Is it a corrosive or washdown area? You'll need a NEMA 4X enclosure. Just a dusty indoor spot? A NEMA 12 might do the job just fine.
Fault Current Rating: The Short Circuit Current Rating (SCCR) has to be high enough to handle the worst-case scenario. It must safely withstand the maximum potential fault current at that point in the system, preventing a catastrophic explosion during a short circuit.
Fused vs. Non-Fused: Do you need the switch itself to provide overcurrent protection (fused)? Or is there already a breaker or fuse upstream handling that job (non-fused)?
Choosing the right disconnect switch is a foundational step in building a safe electrical system. Overlooking a detail like the enclosure type or fault current rating doesn’t just risk the switch; it risks the equipment it protects and the personnel who operate it.
Best Practices for Long-Term Maintenance
Once it's installed, a disconnect switch isn't a "set it and forget it" device. It needs regular attention to stay reliable and safe throughout its service life. Neglecting maintenance is a common—and dangerous—mistake. The good news is that proactive care is pretty simple.
A solid maintenance plan is your best tool. If you're looking for a great starting point, check out the principles for maintaining motor control centers, as many of them apply directly to the disconnects inside.
Here are the key tasks to stay on top of:
Regular Inspections: Do a visual walk-through. Look for tell-tale signs of overheating, like discolored terminals or melted insulation. Check for any hint of corrosion or moisture getting inside the enclosure.
Connection Tightness: Things loosen up over time thanks to vibration and the constant heating and cooling of electrical cycles. Get a torque wrench out periodically and make sure all terminal lugs are tightened to the manufacturer's specs.
Mechanical Operation: During a planned outage, throw the handle. Operate the switch a few times to make sure the mechanism moves freely. You don't want to find out it's seized up from years of inactivity during an emergency.
Answering Your Top Questions About Disconnect Switches
Even after getting the basics down, a few common questions always seem to pop up on the plant floor. Let's clear up a couple of the most frequent points of confusion to sharpen your understanding and help you make safer, smarter decisions.
Can a Circuit Breaker Double as a Disconnect Switch?
Sometimes, yes—but it's a qualified "yes." The National Electrical Code (NEC) does allow a circuit breaker to serve as a disconnecting means, provided it has the right ratings for the job. Critically, it must have a way to be locked out in the "off" position to comply with LOTO procedures.
Even so, many seasoned electricians and safety professionals will tell you they prefer a dedicated, standalone disconnect switch. Why? Because a traditional disconnect gives you that unmistakable visual confirmation—a physical air gap between the contacts—that the circuit is truly dead. It’s an extra layer of assurance you just can't argue with.
What Does the NEC Mean by "Within Sight of the Motor"?
This is a huge one, and it's a safety rule you can't afford to get wrong. The NEC defines "in sight from" as being visible and located no more than 50 feet away from the equipment it controls, like a motor.
The reasoning here is brilliantly simple and life-saving. It's designed to stop one person from accidentally re-energizing a machine while another technician, hidden from view, is working on it. This rule ensures the person performing the maintenance has direct, immediate control over the power source.
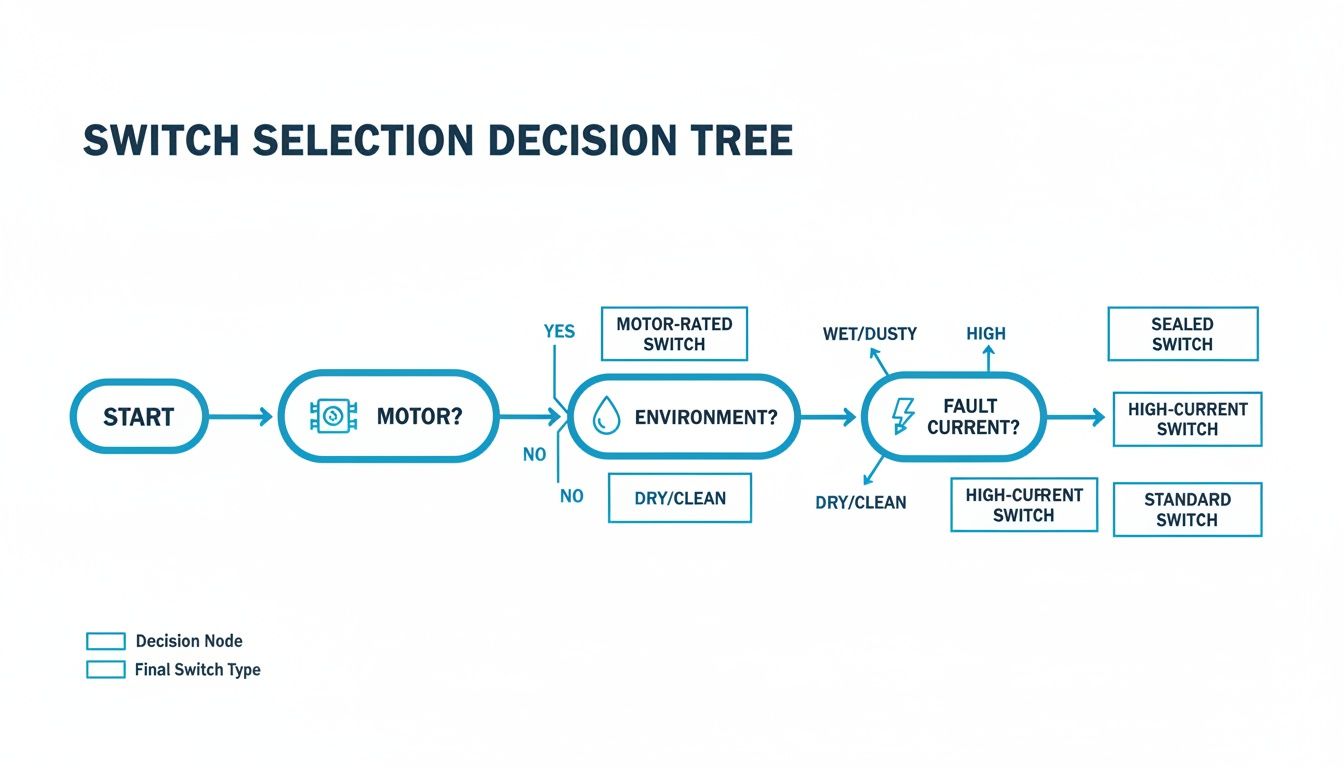
This decision tree gives you a great visual for the thought process behind choosing the right switch, walking through the key questions about the application, environment, and potential fault current.
As the guide shows, the single most important step is always matching the switch to its specific job.
Designing a safe, compliant, and rock-solid electrical system takes more than just buying components off a shelf—it demands a partner with deep experience in the field. At E & I Sales, we live and breathe this stuff, specializing in engineering UL-listed control panels and integrating motor controls built for the toughest industrial environments. Find out how our expertise can power your next project at https://eandisales.com.
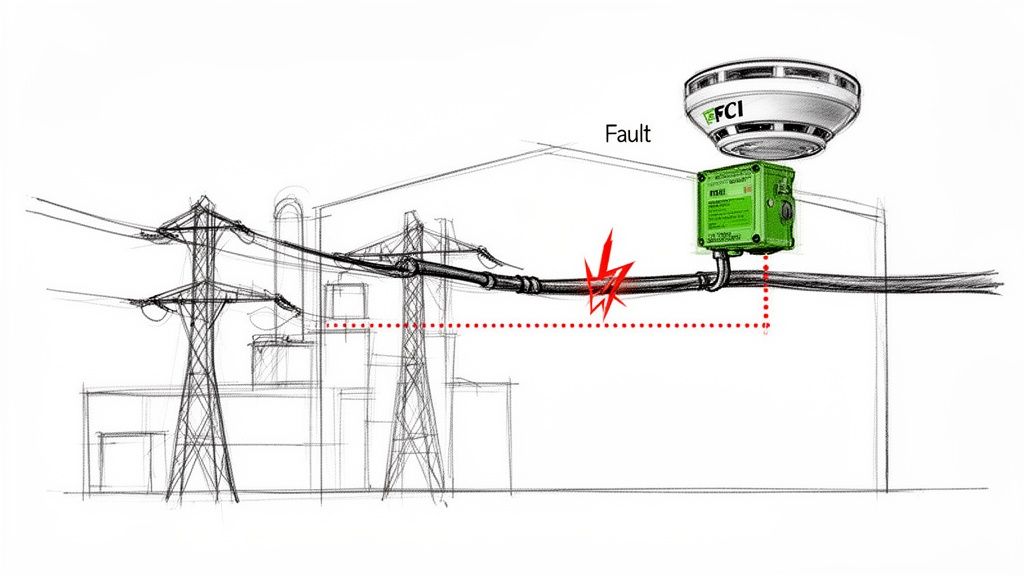
Think of Fault Current Indicators, or FCIs, as the smoke detectors for your electrical system. They don't stop a fault from happening—like a short circuit or a ground fault—but they instantly tell you exactly where the problem is. This cuts troubleshooting downtime from hours to minutes, which is absolutely critical for safety and keeping operations online.
The Critical Role of Fault Location
In any complex industrial plant or data center, an electrical fault is never a small hiccup. It's a direct threat to your entire operation. When a vital circuit trips, the real challenge isn’t just fixing it; it’s finding it in the first place.
Without FCIs, maintenance crews are stuck in a painful process of elimination. They have to manually hunt through breakers and feeders, one by one, trying to track down the source. This "hunt-and-peck" method can drag on for hours, leaving production lines dead in the water and costing thousands in lost revenue with every tick of the clock.
The longer a fault remains hidden, the higher the risk of other equipment getting damaged. This is where FCIs prove their worth, turning a long, frustrating search into a quick, targeted fix.
From Hours to Minutes
An FCI’s job is simple but powerful: provide a clear, impossible-to-miss signal right at the point of failure. This is usually a bright, flashing LED or a pop-up mechanical flag that immediately eliminates all the guesswork.
An FCI transforms a chaotic troubleshooting emergency into a controlled, directed response. Instead of your team asking, "Where do we even start looking?" they can see the faulted section instantly and get to work on isolation and repair.
This immediate visual cue empowers technicians to act fast. They can strategically bypass the affected circuit to get the rest of the facility back up and running while the repair is handled. This kind of tactical advantage is a cornerstone of modern electrical substation design and smart maintenance.
This isn't just a niche technology; it's a global standard. In recent years, over 1.2 million fault indicators were installed worldwide, a number that speaks volumes about their role in modernizing power grids. These devices can slash fault-finding time by up to 45%.
Core Functions of Fault Current Indicators
At their heart, FCIs do more than just point to a problem. They are a fundamental part of a system designed for safety, asset protection, and operational excellence. Here's a quick breakdown of what they do.
Function
Primary Benefit
Impact on Operations
Fault Detection
Instantly identifies abnormal current surges from short circuits or ground faults.
Reduces the need for manual circuit testing, saving valuable technician time.
Visual Indication
Provides a highly visible local alert (LED, flag) at the fault location.
Allows maintenance staff to quickly pinpoint the exact feeder or cable that has failed.
Rapid Isolation
Enables faster isolation of the faulted circuit segment from the main system.
Minimizes the scope of the outage, keeping unaffected parts of the facility online.
Downtime Reduction
Drastically cuts the time required to locate and address electrical faults.
Boosts Overall Equipment Effectiveness (OEE) and maintains production schedules.
Ultimately, integrating FCIs into your infrastructure is a proactive step toward a more resilient and efficient electrical system. They provide the clarity needed to keep small issues from turning into major operational disasters.
How Fault Current Indicators Actually Work
At its heart, a fault current indicator is a simple device built for a complex and critical job. Imagine it as a watchdog clamped onto a power cable, constantly monitoring the flow of electricity. Under normal conditions, this current hums along predictably.
But when a fault happens—like a dead short or a ground fault—the game changes in an instant. The current surges to many times its normal level, creating a massive, sudden spike. The FCI’s entire job is to see that specific event and raise an immediate, obvious alarm.
To pull this off, FCIs use some clever sensing technology that can pick up on these abrupt changes without ever making direct electrical contact with the live conductor. This non-invasive design is what makes them so safe and easy to install in tight, energized spaces.
Sensing the Surge
The real magic behind an FCI is its ability to measure the effects of electrical current from a safe distance. Two main technologies have become the go-to methods, each with its own way of spotting the tell-tale signs of a fault.
Magnetic Field Sensors: Every current-carrying wire generates a magnetic field. When a fault occurs, that massive spike in current creates an equally massive and instantaneous expansion of this magnetic field. These sensors are designed to react to that powerful change, tripping an alarm the moment the field strength blows past a preset threshold.
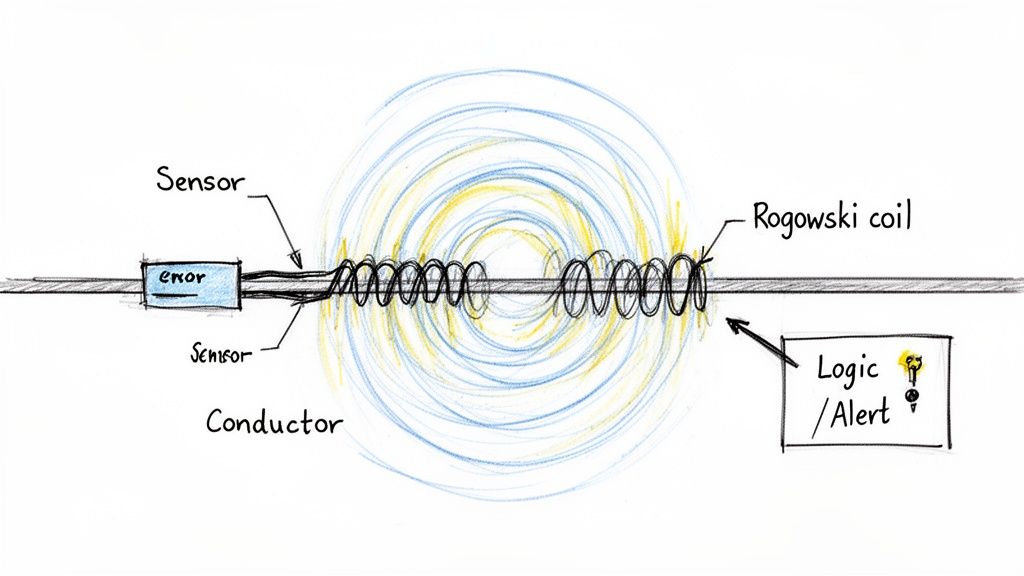
Rogowski Coils: A Rogowski coil is essentially a specialized, air-cored loop of wire that acts as a precision current transducer. Because it lacks a magnetic core, it can't get saturated by huge current spikes. This makes it incredibly good at measuring very fast-changing currents (high di/dt, or rate-of-rise) and, more importantly, distinguishing a real fault from a temporary inrush current, like when a big motor kicks on. If you want to dig deeper into what causes these events, we have a guide on what can cause a breaker to trip.
This diagram shows a Rogowski coil in action, measuring current and signaling a fault.
You can see the core parts at play: the coil wrapped around the conductor, the sensor that interprets its signal, and the logic that trips the alert. It’s an elegant solution for accurate fault detection without risky direct contact.
The Anatomy of an FCI
While the sensing tech might differ, the basic building blocks of most FCIs are pretty much the same. Knowing the parts helps you understand how they work together as a system.
A typical FCI is made of three key components:
The Sensor: This is the part that actually clamps around the cable. It houses the magnetic sensor or Rogowski coil and is built tough enough to handle the harsh electrical and physical environment inside switchgear or motor control centers.
The Logic Circuit: This is the brains of the operation. It takes the signal from the sensor, compares it against the programmed trip settings, and decides whether to sound the alarm. Good ones have built-in intelligence to ignore temporary inrush currents and prevent false alarms.
The Indication System: This is the output—how the FCI tells you something is wrong. It could be a simple, bright flashing LED for a local visual cue, a mechanical flag that physically pops up, or a communication output that sends a signal to a remote SCADA system or PLC for centralized monitoring.
Powering the Watchdog
An FCI needs a reliable power source to stay on guard. The choice here usually comes down to the specific application and how easy it is to get to for maintenance.
Self-Powered FCIs: These are pretty ingenious. They draw all the power they need to operate directly from the magnetic field of the very conductor they're monitoring. This makes them completely self-sufficient—no batteries, no external wiring. They're a true "fit-and-forget" solution.
Battery-Powered FCIs: These units rely on long-life lithium batteries that can last 15 to 20 years. They're perfect for spots where the normal line current is too low to power a self-contained unit, or where you need more power for advanced communication features. Most modern units will even give you a low-battery warning, so you can swap it out long before it dies.
This flexibility in design means there's an FCI out there for just about any industrial environment you can throw at it.
Where to Put Fault Current Indicators for the Biggest Payoff
Knowing how fault current indicators work is one thing. Knowing exactly where to install them to save the most time and money? That’s the real trick. Their value skyrockets when you place them strategically across your industrial electrical system, like sentinels guarding your most critical assets.
The core idea is to break a huge, tangled distribution system into smaller, more manageable zones. When you put a fault current indicator on every outgoing feeder, you get instant visibility. A fault happens, and you're no longer playing a guessing game across dozens of circuits. The triggered FCI is a bright, flashing signpost pointing your maintenance team straight to the problem.
This zoning strategy is a game-changer in big facilities where single circuits might feed multiple production lines. Instead of a single fault tripping a main breaker and throwing the whole plant into darkness, the FCI contains the blast radius. It’s the difference between a minor hiccup and a full-blown crisis.
Motor Control Centers: A No-Brainer Application
Motor Control Centers (MCCs) are the nerve center of an industrial plant, packed with starters and protection for countless motors. A fault in one motor feeder can go from bad to worse in a heartbeat, triggering a dangerous arc flash or tripping the entire MCC's main breaker. When that happens, a huge chunk of your production grinds to a halt.
By placing FCIs on the outgoing feeder for each motor—or even groups of motors—you get a much clearer picture.
Picture this: A motor down the line develops a nasty winding fault.
Without FCIs: The main feeder breaker trips. Now your crew has to open up each MCC bucket, run tests, and hunt down the bad motor. It's slow, tedious, and puts them right in the line of fire.
With FCIs: The indicator on that one specific feeder lights up. Technicians can see the problem from a safe distance, isolate that single circuit, and get everything else powered by the MCC back up and running fast.
This kind of proactive monitoring is crucial for protecting expensive equipment. FCIs are essential for keeping things safe and efficient, especially in facilities that rely on a backup power generator to keep the lights on during utility outages.
Boosting Reliability in Switchgear and E-Houses
Your medium-voltage switchgear and modular E-Houses are the backbone of the plant’s power distribution. They feed entire sections of your facility, so their reliability is absolutely non-negotiable. In these applications, FCIs are your first line of defense, stopping a localized fault from cascading into a massive outage.
Think about an E-House that feeds three separate processing units. If you install an FCI on each of the three main outgoing cables, you’ve just created three distinct fault zones. A cable fault in Unit A instantly flags its FCI, letting operators reroute power or shut down just that section without touching Units B and C.
This targeted approach doesn't just get you back online faster; it gives you solid data for diagnostics. An FCI that keeps tripping on the same circuit is telling you something’s wrong—maybe a cable is starting to fail or a piece of equipment is on its last legs. It’s a sign that you need a permanent fix, not just another reset. You can get a better sense of how these buildings work in our guide to the modern power distribution center.
The market is catching on. The global fault circuit indicator market is projected to hit USD 3.07 billion by 2032, climbing at a healthy 6% CAGR. This isn't surprising. With the expansion of smart grids and the ever-increasing power demands of industry, the need to protect equipment has never been greater.
When you integrate fault current indicators into your MCCs, switchgear, and E-Houses, you’re fundamentally changing your electrical system from reactive to proactive. It stops being about just finding faults faster. It becomes about building a tough, resilient infrastructure that protects your gear, keeps your people safe, and squeezes every last minute of uptime out of your operation.
How to Select the Right Fault Current Indicator
Picking the right fault current indicator isn't just about grabbing one off the shelf. It's a critical decision that needs to align perfectly with your electrical system's specific DNA. Get it wrong, and you're stuck with a device that either misses faults entirely or cries wolf with constant nuisance trips—completely defeating the purpose.
Think of it like choosing a fuse. A fuse that's too small will blow every time a big motor kicks on. One that's too big won't protect your equipment when a real fault happens. Selecting an FCI demands that same level of precision, and it all starts with the basic electrical character of the circuit you're monitoring.
A well-chosen FCI is like a reliable informant on your network. A bad one just adds to the noise.
Matching Voltage and Current Ratings
First things first, you have to match the FCI to your system's fundamentals. You can't just slap a low-voltage device on a medium-voltage feeder and expect it to work—or even survive.
System Voltage (MV vs. LV): Is your system medium voltage or low voltage? Make sure the FCI is rated for the correct voltage class. MV units are built tougher to handle the higher electrical stresses you see in switchgear, while LV models are a perfect fit for places like Motor Control Centers (MCCs).
Continuous Current: The indicator has to comfortably handle the normal, everyday load current running through the circuit without breaking a sweat. This is the absolute baseline for compatibility.
Fault Current Withstand: When a fault does happen, it's violent. The FCI needs to be tough enough to withstand the maximum potential fault current it could ever see, enduring massive electromagnetic and thermal forces to send its signal.
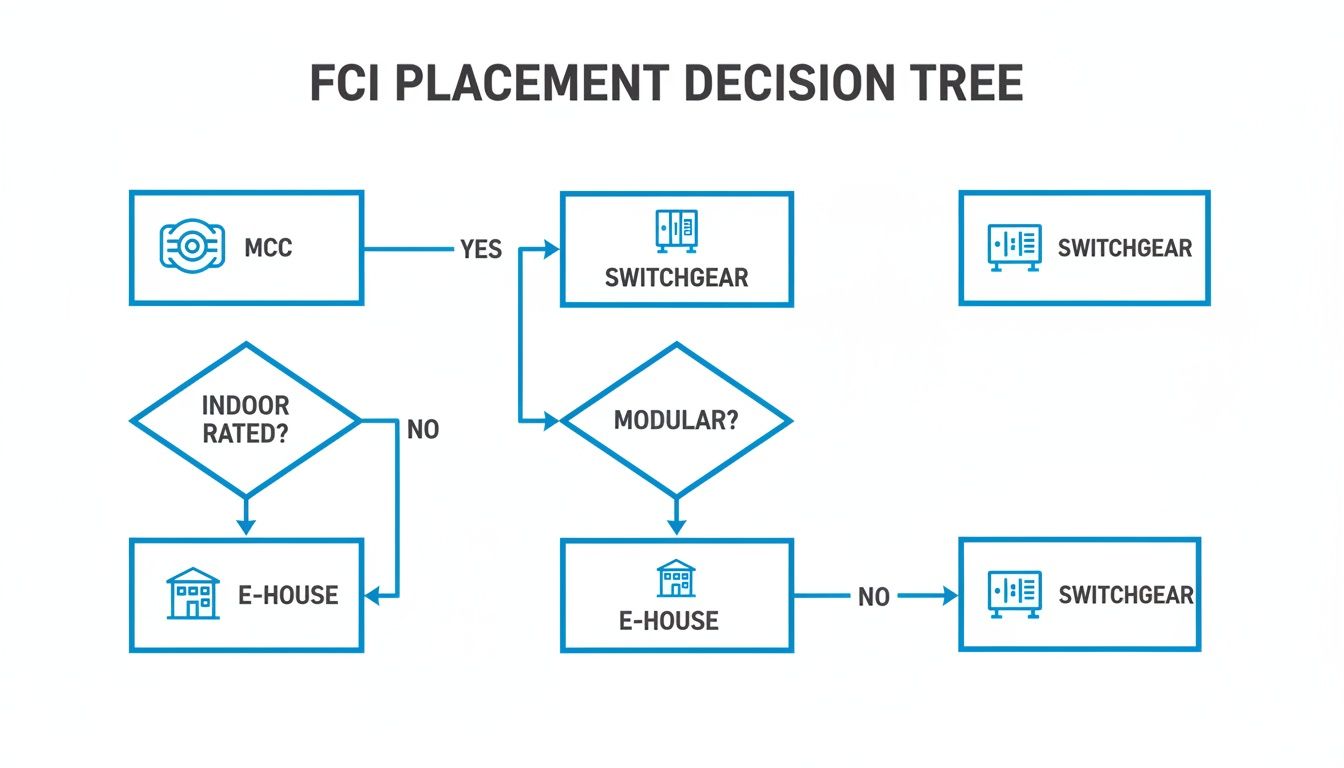
This decision tree gives you a quick visual guide for placing FCIs in common industrial spots.
As you can see, factors like whether it's an indoor setup or if you need modularity help point you toward the right home for the FCI, whether that's an MCC, switchgear, or E-House.
Setting the Right Trip Threshold
Once you've got the basic ratings nailed down, the most critical setting is the trip threshold. This is the magic number that tells the FCI, "Okay, this is a fault." Getting it right is everything.
The trip threshold of a fault current indicator must be set high enough to ignore temporary inrush currents—like those from a large motor starting—but low enough to reliably detect the smallest genuine fault current your system can produce.
Thankfully, many modern fault current indicators are smart enough to handle this themselves with self-adjusting trip settings. For instance, a device might watch the load current for a while and then automatically set its trip point at something like four times the measured load. This dynamic approach is brilliant because it prevents false alarms from normal operations while staying sharp enough to catch real faults.
FCI Technology Comparison for Industrial Use
Not all FCI sensors are created equal. The technology inside—whether it's a simple magnetic field sensor or a more sophisticated Rogowski coil—directly impacts its performance and where it fits best. Choosing between them depends on what you're trying to achieve, from basic fault flagging to more precise analysis.
The table below breaks down the two most common types to help you decide.
Feature
Magnetic Field Sensor FCI
Rogowski Coil FCI
Best Application Scenario
Operating Principle
Senses the magnetic field produced by fault current.
A flexible coil measures the rate of change of current (di/dt).
Magnetic sensors are great for straightforward overcurrent detection. Rogowski coils are for more nuanced applications.
Accuracy & Linearity
Generally lower accuracy; can become saturated by high currents.
Highly accurate and linear across a very wide current range.
For simple "go/no-go" fault flagging, magnetic sensors are fine. For systems needing precise data, go with Rogowski.
Installation
Typically a simple clamp-on or split-core design. Quick to install.
Flexible "rope-style" coil is easy to wrap around large or awkward busbars.
Both are relatively easy, but Rogowski coils really shine in tight spots or on large, non-standard conductors.
Cost
More cost-effective for basic applications.
Generally more expensive due to higher precision and electronics.
If you just need to know where a fault happened, a magnetic FCI is a budget-friendly workhorse.
Inrush Handling
Can be prone to nuisance trips from motor inrush if not set properly.
Better at distinguishing between transient inrush and true fault current.
In motor-heavy environments like MCCs, a Rogowski coil's superior inrush handling is a huge advantage.
Ultimately, for a basic feeder where you just need to know if a fault occurred, a magnetic field FCI is often all you need. But in a complex system with variable loads or where you need to avoid any chance of a false trip, the precision of a Rogowski coil is well worth the investment.
Short Circuit vs. Earth Fault Detection
Faults come in different flavors. A phase-to-phase short circuit is a sledgehammer—a massive, obvious surge of current. But an earth fault, where current leaks to the ground, can be a whisper. It's often far more subtle and trickier to track down.
You need to decide which type of fault you're hunting for:
Short Circuit Indicators: These are the bread and butter. They're designed to catch those high-magnitude phase-to-phase or phase-to-ground faults.
Earth Fault Indicators: These are the specialists. They're more sensitive and often use a summation current sensor that wraps around all three phase conductors. By measuring any imbalance or "leaked" current, they can detect very low-level ground faults that a standard FCI would completely miss.
For critical systems where a sneaky ground fault could cause serious damage or downtime, investing in an indicator with dedicated earth fault detection is a no-brainer.
Communication and Environmental Factors
Last but not least, think about how the FCI is going to talk to you and what kind of environment it's going to live in.
Indication Method: Is a simple flashing LED on the unit enough for your local crew? Or do you need that fault signal sent straight to a central SCADA or PLC system? Remote communication gives your control room immediate alerts, kicking off a much faster, system-wide response.
Environmental Ratings: Industrial plants are not friendly places. Look for an FCI with a high IP rating, like IP68, to seal it against dust and water. You also need to check its operating temperature range to make sure it can handle its home, whether that's a climate-controlled E-House or a sun-baked outdoor switchyard.
Getting Installation and Integration Right
You can specify the perfect fault current indicator, but it’s all for nothing if the installation is botched. Proper installation isn’t just the last step on a checklist; it's the very foundation of the device's reliability. Getting these details right from the start means your FCI will be ready to perform exactly as designed the moment a fault occurs.
It all starts with getting the sensor physically positioned and oriented correctly on the conductors. This is what guarantees you'll get accurate readings. Get it wrong, and the sensor might miss a fault entirely or—just as bad—trigger a false alarm. Think of it as the mechanical bedrock for the entire system's electrical performance.
Sensor Placement and Orientation
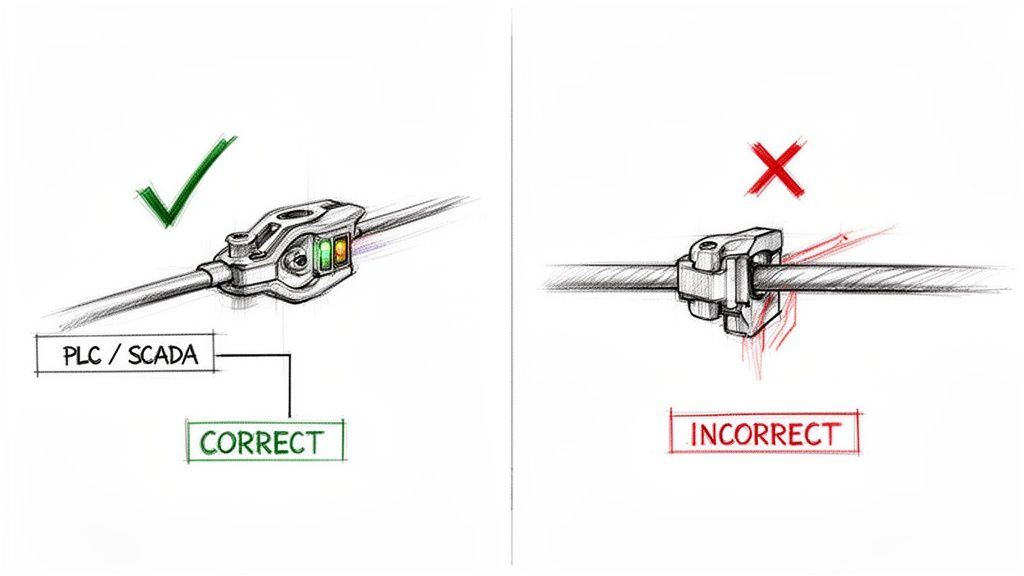
Let’s be clear: properly mounting the sensor is non-negotiable for accurate fault detection. The FCI has to be installed on the correct phase conductors and oriented precisely according to the manufacturer’s specs.
Simple mistakes here can snowball into major problems. For example, mounting a sensor backward or on the wrong side of a connection can completely scramble how it interprets current flow and magnetic fields. That leads to flaky, unreliable performance right when you need it the most.
For earth fault detection, the rules are even more specific when using a summation current sensor. This sensor absolutely must encircle all three phase conductors of the circuit. Its entire job is to measure the vector sum of the currents. If anything is out of balance, it means current is leaking to the ground—the classic signature of an earth fault.
Wiring for Local and Remote Indication
With the sensor locked in place, the next job is to wire up the indication and communication outputs. These connections are how the FCI "talks," telling your team when and where a problem has cropped up.
The wiring typically follows two key pathways:
Local LED Indicators: These are the high-visibility LEDs for personnel on the floor. Wiring them should be straightforward, running from the FCI’s output terminals to the light. The key is ensuring a secure, weather-resistant connection that will last.
Remote Communication Outputs: To tie into a central control system, you'll connect the FCI’s relay or digital output to your PLC or SCADA system. This demands close attention to the wiring diagrams to make sure the signal transmission is clean and compatible.
An improperly terminated communication wire is a silent failure. Your FCI might detect a fault perfectly, but if the signal never reaches the control room, the primary benefit of rapid, system-wide response is completely lost.
Dodging Common Installation Pitfalls
There are a few common, but totally avoidable, mistakes that can torpedo a fault current indicator installation. Knowing what they are is the best way to defend against them and ensure your system is solid from day one.
A classic error is improper grounding of the FCI unit or its wiring. This can introduce electrical noise that messes with the sensitive electronics inside, leading to erratic behavior or nuisance trips.
Another frequent hang-up is misconfiguring the communication protocols when linking the FCI to a PLC or SCADA system. Mismatched baud rates or incorrect addressing means the systems can't talk to each other, effectively cutting your smart device off from the control network. It pays to take the time to double-check these settings during commissioning—it's critical for a successful integration.
Getting It Right: Testing, Commissioning, and Troubleshooting
A fault current indicator is useless if it doesn't work when you need it most. That’s why proper testing, a solid commissioning process, and a clear troubleshooting plan aren’t just "nice-to-haves"—they're absolutely essential. This is how you turn a newly mounted piece of hardware into a reliable guardian for your electrical system.
The journey from a fresh install to a trusted asset starts with commissioning. This is the final quality check before you flip the switch, a series of real-world tests to confirm the FCI works exactly as it should.
Commissioning Your Fault Current Indicators
Before you can trust an FCI, you have to prove it. The gold standard for this is primary injection testing.
This isn't a simulation; you're actually injecting a controlled, fault-level current right through the conductor the FCI is monitoring. It's the most realistic way to see if the indicator trips at its designated threshold. This test validates everything—the sensor, the internal logic, and the flag or light that signals a fault.
And don't forget the communication links. If your FCI is tied into a SCADA or PLC system, you need to confirm that a trip signal actually makes it back to the control room. A quick check here ensures your remote monitoring is ready to go from day one.
Sticking to a Routine Maintenance Schedule
Once they're up and running, FCIs are pretty low-maintenance. But "low" doesn't mean "no." A simple, proactive maintenance schedule keeps them ready for action and prevents nasty surprises down the road.
A good plan is straightforward:
Visual Inspections: Give the units a regular once-over. Look for any physical damage, dirt buildup, or signs of moisture that could compromise the housing. Make sure the LEDs or flags are clean and easy to see.
Battery Health Checks: For battery-powered units, just follow the manufacturer's guidelines. Most modern FCIs have a low-battery LED, so this is often just a quick look to make sure the light isn't on.
Communication Verification: Every so often, trigger a manual test (if the unit has that feature) to double-check that the signal path to your central control system is still solid.
This kind of proactive care is a big deal, especially in tough industrial environments. In fact, the market for these devices is expected to grow significantly by 2035, largely because facilities need better diagnostics on cables that are constantly exposed to moisture, heat, and physical stress. Consistent maintenance is what guarantees they’ll be reliable when things get rough. You can find more market insights and trends over at futuremarketinsights.com.
Common Troubleshooting Scenarios
Even with a perfect install, things can go sideways. Having a go-to troubleshooting guide helps your maintenance crew sort out problems fast.
Problem: The indicator tripped, but there was no fault. This is a classic "nuisance trip." The most common culprit is a trip threshold set too low, making the FCI over-sensitive to normal inrush currents when a big motor starts up. The fix is to review the settings and adjust the trip point to be safely above the maximum inrush current but still well below the minimum fault current.
Problem: A known fault occurred, but the FCI didn't trip. This one’s more serious. It could be anything from a dead battery or a failed sensor to a trip setting that’s just too high to catch the fault. Start with the simplest check: the power source. If that's good, then it's time to verify the settings are actually matched to your circuit's specific fault characteristics.
Got Questions About FCIs? We've Got Answers.
Even after you've got the basics down, a few practical questions always seem to pop up when it's time to actually specify and install fault current indicators. I get these all the time from engineers and technicians in the field, so let's walk through the most common ones to clear up any lingering confusion.
What's The Real Difference Between An FCI And A Circuit Breaker?
Think of them as two specialists on the same emergency response team. The circuit breaker is the firefighter—it rushes in and actively stops the danger by interrupting the fault current. Its entire job is to protect the circuit from catastrophic damage.
The fault current indicator, on the other hand, is the forensic expert who arrives after the scene is secured. It doesn't stop the fault. It simply "witnesses" it and leaves a clear visual marker, pointing a big red arrow right at where the trouble happened. This lets your maintenance crew head straight to the source instead of wasting hours on frustrating trial-and-error testing.
Will A Motor Starting Up Cause A False Trip?
That's a great question, and the answer is no—at least not with any modern FCI worth its salt. While a very simple, old-school FCI with a fixed trip setting could be fooled by motor inrush, today's advanced units are much smarter.
Many of the best FCIs on the market have a self-adjusting trip threshold. The device actively monitors the normal load current and automatically sets its trip point well above it—often four times the sustained load. This clever logic allows it to completely ignore temporary, high-current events like a motor kicking on, yet it stays sensitive enough to instantly catch a genuine short circuit or ground fault.
How Long Can I Expect The Batteries To Last?
This is a key concern, especially for units installed in hard-to-reach places. The good news is that longevity is a primary design goal for battery-powered FCIs. Most are equipped with high-density lithium batteries engineered for an incredibly long service life, typically lasting 15 to 20 years in normal operating conditions.
Plus, you won't be caught by surprise. These devices almost always include a low-battery alert, like a dedicated yellow LED, which gives you plenty of notice to schedule a replacement long before the unit stops monitoring.
Do I Need To Calibrate These Things Regularly?
Nope. Generally, fault current indicators are designed to be "fit-and-forget" devices. The sensor technology—whether it's a simple magnetic switch or a more advanced Rogowski coil—is inherently stable and doesn't drift over time.
Your routine maintenance should really just focus on the simple stuff: quick visual inspections, checking the battery status on powered units, and making sure any communication links are solid. The core fault-sensing mechanism itself doesn't need periodic recalibration, which is great for minimizing the long-term cost of ownership and ensuring they’re always ready to do their job.
At E & I Sales, we specialize in integrating robust solutions like fault current indicators into custom UL control panels, switchgear, and modular electrical buildings to enhance system reliability and safety. Explore our engineering services and products at https://eandisales.com.
Ever wondered how you can shrink an entire high-voltage electrical substation down into a single, compact, weatherproof unit? That’s the magic behind gas insulated switchgears (GIS). This technology swaps out open air for sulfur hexafluoride (SF6) gas as its electrical insulator, which allows for an incredibly smaller and more reliable design.
Understanding Gas Insulated Switchgears
At its core, a gas insulated switchgear is a highly engineered system that protects, controls, and isolates high-voltage electrical equipment. Its main job is to safely cut the flow of electricity, whether that’s during routine operations or, more importantly, during a major fault like a short circuit. This stops catastrophic damage to expensive machinery and keeps the power grid stable.
Think of it as the master control panel for a section of the electrical grid, just built with military-grade precision. Traditional Air Insulated Switchgear (AIS) relies on the surrounding air to stop electrical arcs from jumping between components. The problem? Air isn't a great insulator, so you need a ton of physical space between parts, leading to massive, sprawling substations.
GIS technology completely flips that model on its head. It takes all the live parts—like circuit breakers, busbars, and disconnectors—and seals them inside a grounded metal container filled with SF6 gas.
The SF6 Gas Advantage
Sulfur hexafluoride (SF6) is a non-toxic, inert gas with an incredible dielectric strength that's about 2.5 to 3 times greater than air. This superior insulating power is the secret sauce behind the compact size of gas insulated switchgears. Because SF6 is so good at preventing electrical arcs, engineers can pack high-voltage components much closer together without any risk.
This simple change brings some huge operational wins:
Massive Space Savings: A GIS installation can take up as little as 10% of the footprint of an equivalent AIS substation. This makes it a perfect fit for dense urban areas, industrial plants with tight real estate, or offshore platforms.
Rock-Solid Reliability: The sealed, grounded metal housing shields all internal parts from environmental headaches like dust, moisture, salt spray, and pollution. This immunity to the outside world means extremely high operational reliability and way less maintenance.
Next-Level Safety: With every live part completely enclosed and shielded, the risk of accidental contact for personnel is practically zero. The grounded enclosure also safely contains any potential faults, making GIS one of the safest switchgear options out there.
A typical GIS unit has a lifespan of 40–50 years and requires very little maintenance. The properties of SF6 gas are a major reason why these systems last so long and can interrupt large currents with great reliability.
By trading wide-open air insulators for a compact, controlled gas environment, gas insulated switchgears deliver a robust, safe, and space-saving solution for modern power distribution.
To really see the difference, it helps to put GIS and AIS side-by-side.
Comparing GIS vs Air Insulated Switchgear (AIS)
Attribute
Gas Insulated Switchgear (GIS)
Air Insulated Switchgear (AIS)
Insulation Medium
Sulfur Hexafluoride (SF6) Gas
Atmospheric Air
Footprint
Very compact, up to 90% smaller
Large and sprawling
Installation
Mostly factory-assembled, faster site work
Requires extensive on-site assembly
Maintenance
Minimal, with intervals of 20+ years
Frequent, requires regular cleaning/inspections
Reliability
Extremely high, protected from environment
Vulnerable to pollution, weather, and animals
Upfront Cost
Higher initial investment
Lower initial investment
Lifecycle Cost
Lower due to minimal maintenance
Higher due to ongoing maintenance needs
Safety
Very high; all live parts are fully enclosed
Lower; exposed live parts pose a risk
While the initial price tag for GIS might be higher, its long-term benefits in reliability, safety, and reduced maintenance often make it the more economical choice over the life of a project.
A Look Inside the Core Components of GIS
To really get a feel for what makes gas insulated switchgears so effective, you have to peek inside their sealed, self-contained world. It's a stark contrast to a sprawling air-insulated substation where everything is spread out. A GIS packs it all into a compact, metallic box—an entire ecosystem engineered from the ground up for safety and uptime.
The magic ingredient holding it all together is the insulating medium itself: sulfur hexafluoride (SF6) gas. With a dielectric strength roughly three times that of air, SF6 is incredibly good at quenching electrical arcs and stopping faults in their tracks. This superior insulation is exactly what allows engineers to shrink the distance between conductive parts, giving GIS its signature compact design.
The Power Trio Inside the Enclosure
Within this SF6-filled environment, a few key players work in lockstep to manage high-voltage electricity. Think of them as the vital organs of the system; each one has a critical job to do.
You can't have a safe, reliable GIS without these three:
Circuit Breakers: These are your first line of defense. Their one and only job is to cut the flow of current the instant a fault, like a short circuit, happens. Inside a GIS, the breaker operates right in the SF6 gas, which helps extinguish the massive arc created during the break. This protects everything downstream from catastrophic damage. To see how this critical function works, you can learn more about vacuum circuit breakers, a technology often at the heart of these systems.
Disconnect and Earthing Switches: Think of these as the ultimate safety gates for maintenance crews. A disconnect switch creates a clear, visible air gap, proving a circuit is completely de-energized before anyone gets near it. The earthing switch then grounds that isolated circuit, bleeding off any leftover charge and protecting technicians from shock.
Busbars: These are the electrical superhighways inside the switchgear. Busbars are simply conductive bars that route power to the various circuits. In a GIS, they are also completely bathed in SF6 gas, keeping them fully insulated and shielded from dust, moisture, and other environmental headaches.
It's the perfect harmony between these components—all operating inside a controlled, pressurized SF6 atmosphere—that makes GIS so incredibly reliable. The sealed design locks out external contaminants, which are a frequent cause of failure in traditional air-insulated equipment.
This diagram helps visualize the fundamental difference between the compact, sealed world of GIS and the sprawling footprint of traditional air-insulated systems.
You can immediately see how the enclosed, gas-filled design of GIS not only saves a huge amount of space but also provides far better protection from the elements.
The Support Systems Working Behind the Scenes
Beyond the heavy-hitting power components, a GIS relies on a few crucial auxiliary systems to keep it running smoothly for the long haul. They work quietly in the background, kind of like a car's onboard computer, constantly monitoring and maintaining optimal conditions.
A typical GIS installation always keeps a close eye on a few things:
Gas Density Monitoring: This is, without a doubt, the most critical support system. The insulating power of SF6 depends entirely on its density (which is a function of both pressure and temperature), so sensors monitor it 24/7. If the density starts to drop because of a leak, the system triggers alarms at different levels, giving operators plenty of warning before it ever becomes a problem.
Control and Interlocking Mechanisms: This is the brain of the whole operation. A series of mechanical and electrical interlocks physically prevent unsafe actions. For instance, they make it impossible to operate a disconnect switch while the circuit is live or to open a compartment before it’s been properly grounded.
The Enclosure Itself: Usually built from aluminum or steel, the grounded metal enclosure does more than just hold everything together. It contains the SF6 gas, provides the structural backbone for all the internal parts, and acts as a safe, grounded shield to protect personnel from any exposure to high voltages.
What's the Real Payoff? The Strategic Edge of GIS
When you're deciding on high-voltage switchgear, you're not just picking a piece of equipment. You're making a strategic decision that echoes through your project's timeline, your operational budget, and its long-term financial health. For project managers, plant engineers, and EPC firms, choosing gas insulated switchgear isn't just a technical detail—it's a powerful investment in efficiency and resilience.
The first thing you’ll notice is just how ridiculously small GIS is. By using sulfur hexafluoride (SF6) gas as an insulator, GIS can slash the footprint of a high-voltage substation by up to 90% compared to an old-school air-insulated design. Let that sink in. This is a game-changer.
Think about what that means in a packed city or an expanding industrial plant where every square foot is gold. That land you just saved can become a new production line, extra storage, or anything else that actually makes you money, instead of just sitting there housing a sprawling substation.
Built for Reliability, Designed for Less Upkeep
One of the biggest wins with gas insulated switchgear is its rock-solid reliability. Every single critical, live component is tucked away inside a sealed, grounded metal enclosure. It's a perfect, controlled environment, completely cut off from all the nasty stuff that gives traditional switchgear headaches.
This sealed design shields the gear from common threats like:
Contaminants: Dust, moisture, and corrosive salt air have no way to get in and mess with the internal parts.
Critters: Say goodbye to outages caused by wildlife, a surprisingly common issue in outdoor substations.
Pollution: GIS setups run perfectly in gritty industrial environments without their performance taking a hit.
This built-in protection means you can practically forget about maintenance. It’s no surprise the global market for gas insulated switchgears is expected to jump from USD 25.1 billion in 2024 to USD 37.4 billion by 2030. A huge driver for that growth is this "set it and forget it" nature. We’re talking major inspections only every 10-15 years, which is worlds apart from the yearly checkups that air-insulated gear demands. Over its life, this can easily cut lifecycle costs by 20-25%. You can get more insights on GIS market trends over at psmarketresearch.com.
The sealed-for-life design of a GIS turns maintenance from a constant, nagging operational cost into a predictable, scheduled event years down the road. That frees up plant managers to focus on making things better, not just fixing what's broken.
Putting Safety Front and Center
In high-voltage work, safety isn't just a line item—it's everything. And this is where GIS really shines. The whole concept is built around enclosing all the live conductors inside a grounded metal housing, creating a "dead-front" construction. This design makes it virtually impossible for your crew to accidentally touch an energized part.
Even better, that tough enclosure is engineered to contain the immense energy of an internal arc fault. If something does go wrong, the explosion is kept inside the switchgear. It prevents a catastrophic failure that could injure people or destroy surrounding equipment. This level of protection delivers serious peace of mind and makes gas insulated switchgear a go-to choice for any organization that truly walks the talk on safety.
How to Specify and Procure the Right GIS
Picking the right Gas Insulated Switchgear (GIS) is one of those foundational decisions that echoes for decades. It shapes your project’s reliability, safety, and what you’ll be spending on operations long after the installation crew has gone home. For engineers and procurement teams, this isn't just about getting a good price; it's about balancing technical precision with a clear-eyed view of the future.
You have to look past the initial quote to see the whole picture—performance, support, and the total cost of ownership.
The first step, always, is to nail down the core electrical parameters. These are the non-negotiables, the technical backbone of your GIS. They must match your system’s demands exactly, ensuring the gear can handle everything from normal daily loads to the worst-case fault scenarios.
Defining Your Technical Requirements
Before you even think about talking to vendors, you need a rock-solid understanding of what your application truly demands. This goes way beyond just the big three numbers. It’s about anticipating the unique environmental and operational stresses the equipment will face day in and day out.
Your spec sheet needs to be precise. It must detail:
Voltage Rating (kV): The maximum voltage the system is built for. This has to line up perfectly with your grid or facility’s nominal voltage.
Current Rating (A): The max continuous current the main busbars can carry without breaking a sweat—or overheating.
Fault Current Capacity (kA): This is a critical safety number. It tells you the maximum short-circuit current the GIS can safely interrupt and contain without catastrophic failure.
Think of it like ordering a custom-built vehicle. You wouldn't just ask for "a truck." You'd specify the engine, the towing capacity, and whether it needs an off-road package. Your GIS needs that same level of custom tailoring to its working environment.
Assessing Application-Specific Needs
Where the switchgear lives matters. A lot. A GIS destined for a humid, salt-sprayed coastal refinery faces a completely different set of challenges than one installed in a high-altitude data center.
These environmental and site-specific details are just as critical:
Ambient Temperature: Specify the full operational range, from the coldest winter morning to the peak heat of a summer afternoon.
Altitude: Air gets thinner the higher you go, which directly impacts external cooling and insulation. It can’t be overlooked.
Seismic Resilience: If you’re in an earthquake-prone area, the GIS and its entire support structure must be rated to handle specific seismic events.
Compliance Standards: Be explicit about whether the equipment needs to follow IEC (International Electrotechnical Commission) or IEEE/ANSI (Institute of Electrical and Electronics Engineers/American National Standards Institute) standards.
This level of detail makes sure that when vendors send you a quote, they’re bidding on equipment that’s genuinely fit for the job.
With your technical spec locked down, you can start building your shortlist. The following table provides a quick-scan checklist to help you organize these critical parameters.
Key GIS Specification Checklist
Parameter
Key Consideration
Typical Range or Standard
Rated Voltage (kV)
Must match system nominal voltage plus a safety margin.
72.5 kV to 1200 kV
Rated Current (A)
Determined by maximum continuous load demand.
630 A to 5000 A+
Fault Current (kA)
Based on system fault studies; critical for safety.
25 kA to 63 kA
Impulse Withstand (BIL)
Protection against lightning and switching surges.
Per IEC 62271 / IEEE C37
Ambient Temperature
Full operational range, including solar gain.
-30°C to +50°C
Altitude
Affects external dielectric strength and cooling.
Specify if >1000m above sea level
Seismic Rating
Required for earthquake-prone zones.
IEEE 693 or local codes
Governing Standard
Determines design, testing, and safety protocols.
IEC or IEEE/ANSI
Enclosure Type
Single-phase or three-phase enclosures.
Application dependent
SF6 Gas Pressure
System pressure and alarm/lockout setpoints.
Manufacturer specific
This checklist is your starting point. A comprehensive spec sheet will have far more detail, but getting these fundamentals right is the key to a successful project.
Evaluating Vendors and Solutions
Once you have that solid technical spec, the process shifts. Now you're evaluating partners, not just products. And while price is always part of the conversation, it should never be the only part. A lowball offer can quickly become a very expensive problem if it’s backed by poor support, sparse documentation, or unexpected installation nightmares.
The market for gas insulated switchgear is booming—it's projected to hit USD 36.60 billion by 2026. That kind of growth brings a lot of players to the table, making a thorough vetting process more important than ever.
When you're comparing vendors, dig deeper.
What are their factory acceptance testing (FAT) procedures?
Can you see examples of their technical documentation?
What does their long-term service and support structure look like?
Finally, think about the big picture. Is a turnkey solution—where one vendor handles everything from design to commissioning—a better fit than sourcing bits and pieces yourself? For a better grasp of how different electrical distribution equipment compares, check out our guide on the differences between motor control centers and switchgears. A turnkey approach often simplifies project management and guarantees that all the components will play nicely together, giving you a much smoother path from procurement to a fully operational, compliant installation.
Getting GIS Installation and Maintenance Right From Day One
A successful GIS deployment is a masterclass in precision. It's about much more than just buying the right equipment. Getting the installation and commissioning right is the absolute bedrock for the asset's long-term reliability.
Unlike its air-insulated cousins, GIS modules require an almost surgically clean environment during assembly. Any contamination, even microscopic dust or a hint of moisture, can compromise the SF6 gas's insulating properties for decades to come. Think of it less like traditional construction and more like assembling a high-tech instrument in a cleanroom.
That's why following the manufacturer's strict protocols for foundation prep, module alignment, and connection isn't just a recommendation—it's non-negotiable for a flawless start.
Flawless Installation and Commissioning
The journey from the delivery truck to going live has several make-or-break stages. A small misstep early on can easily snowball, turning a hyper-reliable asset into a maintenance nightmare.
The first phase is all about preparation:
Foundation and Civil Works: The concrete pad has to be perfectly level and fully cured, meeting the manufacturer's exact specs for load-bearing and anchor bolt placement. No exceptions.
Clean Assembly Environment: Crews will often erect a temporary, controlled environment—like a specialized tent—around the installation site. This shields the sensitive components from dust, rain, and humidity while everything is being pieced together.
Module Handling: GIS modules are heavy but delicate. They demand extreme care and the use of specified lifting gear to prevent any mechanical stress on the sealed enclosures.
Once assembled, the real proving ground begins: commissioning. This is where the system is put through its paces to verify its integrity before it ever sees a live load. This involves critical on-site tests like high-voltage withstand tests to check insulation, SF6 gas quality analysis to confirm purity, and functional checks of every single mechanical and electrical interlock.
A "low-maintenance, not no-maintenance" mindset is crucial. While GIS is incredibly reliable, its longevity hinges on proactive monitoring and scheduled check-ups, not a 'set it and forget it' attitude.
A Long-Term Maintenance Strategy
With a service life that can easily push past 40 years, the maintenance strategy for GIS is all about being proactive, not reactive. The goal is simple: monitor the system's health to catch tiny issues long before they have a chance to become big problems. This is how you guarantee maximum uptime over its entire operational life.
Of course, safety is paramount. Working with high-voltage gear like GIS means adhering to strict safety protocols is an absolute must. For anyone involved, understanding the NFPA 70E electrical safety standards is essential.
The good news is that routine maintenance is mostly observational, not invasive. The single most critical task is keeping a constant eye on the SF6 gas density. Modern GIS units have online monitoring systems that provide real-time data, and they'll sound an alarm if the density drops below a safe threshold—a clear sign of a potential leak.
Other best practices are just as straightforward:
Regular Visual Inspections: Walk the site. Look for any signs of corrosion on the enclosure, check that control cabinet seals are intact, and make sure all indicators and gauges are functioning correctly.
SF6 Gas Management: Always use specialized gas handling equipment. This prevents SF6 from being released into the atmosphere and ensures the gas can be recovered and recycled responsibly during any major repair or decommissioning work.
Mechanism Checks: Every so often, it’s wise to operate the circuit breakers and switches. This confirms their mechanical systems are moving smoothly and within the manufacturer's specified timing.
The global GIS market is booming, with the Asia-Pacific region alone accounting for over 40% of the market share. A huge driver for this growth is the technology's tiny footprint—it takes up just 10-15% of the space of traditional switchgear, making it a perfect fit for urban projects where space is at a premium. If you’re involved in facility planning, our guide on designing an electrical substation is a great next step.
The Future of Switchgear Technology
The world of high-voltage equipment is staring down two massive shifts: the demand for environmental sustainability and the rise of digital intelligence. For decades, sulfur hexafluoride (SF6) gas was the undisputed king of insulation for compact switchgear. Its performance was fantastic, but it came with a steep environmental price tag.
SF6 is the most potent greenhouse gas out there, with a global warming potential 24,300 times higher than carbon dioxide. That single, staggering fact is forcing a global move toward greener alternatives, completely redrawing the map for gas insulated switchgears.
The Shift to SF6-Free Alternatives
The industry isn't just talking about change; it's actively developing and deploying new insulating gases to slash environmental impact without compromising performance. This isn't just a trend—it's fast becoming law. The EU, for example, is set to phase out SF6 in new medium-voltage equipment as early as 2026.
This regulatory push has lit a fire under innovation, giving us several solid SF6-free options:
Fluoronitrile-Based Mixtures: Gases like C4F7N, mixed with CO2 and O2, deliver excellent dielectric strength. This means you can get designs just as compact as old-school SF6 GIS but with a tiny fraction of the GWP.
Vacuum Technology with Clean Air: This approach is beautifully simple. It pairs proven vacuum interrupters with pressurized "clean air" (a mix of nitrogen and oxygen) for insulation. It completely cuts out fluorinated gases, giving it a GWP of practically zero.
CO2 and O2 Mixtures: For certain applications, like outdoor breakers, a straightforward mixture of carbon dioxide and oxygen can provide effective insulation with a minimal environmental footprint.
Making a smart investment today means getting ahead of this curve. Choosing an SF6-free GIS solution helps your facility crush its sustainability goals while dodging the long-term headaches and risks of tightening environmental laws.
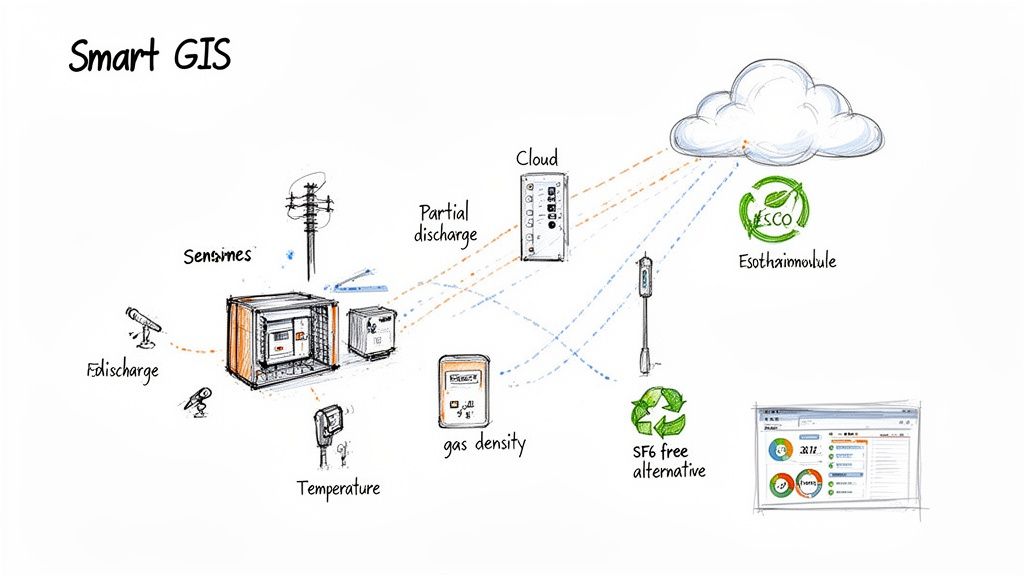
The Rise of Smart Gas Insulated Switchgears
At the same time we're going green, a digital revolution is making GIS smarter than ever before. "Smart GIS" isn't just a buzzword; it's about embedding advanced sensors and connectivity right into the equipment. This turns what was once a passive box into an active, data-pumping node on your grid.
This tech integrates sensors to keep a constant watch on critical health indicators in real-time.
By continuously tracking gas density, partial discharge, and temperature, Smart GIS provides a complete, live picture of the equipment's condition. This moves maintenance from a reactive, schedule-based task to a proactive, predictive strategy.
This constant stream of data is where the real magic happens. IoT connectivity funnels this information to analytics platforms that can spot negative trends long before they turn into catastrophic failures. For plant engineers, this means fewer surprise outages, smarter maintenance schedules, and a much longer, more reliable service life from their most critical assets. This intelligent approach is exactly what's needed to build a tougher, more resilient power grid.
Got Questions About Gas Insulated Switchgear?
Even after you get the hang of the technology, a few practical questions always pop up when you start planning a project. Let's tackle those head-on. Getting these cleared up early makes the business case stronger and the decision-making a whole lot easier.
Here are the answers to some of the most common things we hear from engineers and project managers.
How Does the Total Cost of Ownership Really Stack Up Against AIS?
When you look at the total cost of ownership (TCO) over a typical 30-year lifecycle, GIS almost always comes out on top, even though it costs more to buy upfront. It's a classic tortoise and hare story. Air Insulated Switchgear (AIS) looks like a bargain at first, but its long-term running costs can really sting.
AIS needs constant attention—regular cleaning of insulators, inspections, and servicing different parts. All of that adds up in labor and materials, year after year. GIS, on the other hand, is a sealed, low-maintenance unit. You might not need to do any major service for 20 years or more.
Over three decades, the huge savings from less maintenance, minimal downtime, and the smaller physical footprint of GIS typically result in a much lower total cost. The money you save on operations almost always makes up for the higher initial price tag.
What’s the Deal with SF6 Gas Regulations?
Sulfur hexafluoride (SF6) is an incredible insulator, but there's a catch: it's a seriously potent greenhouse gas. We're talking a global warming potential over 24,000 times that of CO2. Because of this, how you handle it is tightly regulated.
The rules really boil down to a few key things:
Leak Detection and Repair: You have to have a solid monitoring program to find and fix any SF6 leaks right away.
Certified Handling: Only certified pros who are trained in proper gas handling can legally fill, top off, or recover SF6. This isn't a job for just anyone.
Strict Record-Keeping: Companies are legally required to keep detailed logs of all SF6 gas they buy, use, and have in inventory. It's all about accountability.
These regulations are in place to keep the gas out of the atmosphere and ensure it’s managed responsibly from cradle to grave.
Can I Upgrade My Old AIS Substation with GIS?
Absolutely. In fact, it's a pretty common scenario. Creating a hybrid substation by adding GIS to an existing AIS setup is a great strategy, especially when you need to add new circuits but have run out of room. You can tuck a compact GIS unit into a small, available space and connect it right into the existing air-insulated busbars.
This approach lets you boost your facility's capacity and reliability without tearing everything out and starting from scratch. It's a smart, practical way to modernize older infrastructure, particularly in tight spots.
What’s a Realistic Lead Time for a GIS Solution?
The timeline for getting a medium-voltage GIS solution up and running can vary quite a bit, depending on how complex your project is and what the manufacturer's backlog looks like. That said, a good rule of thumb is to expect anywhere from 8 to 14 months from the time you sign the purchase order to final commissioning.
This window covers all the major steps: detailed engineering and design approvals, manufacturing and factory acceptance testing (FAT), shipping, and finally, the on-site installation and commissioning. If you need a custom-engineered solution or specialized components, you can bet it'll be on the longer end of that spectrum.
At E & I Sales, we live and breathe this stuff. We provide turnkey integration that ties together your power distribution, automation, and motor control. Our team has the deep expertise to help you specify, procure, and commission the perfect switchgear solution for your world. Learn more at eandisales.com.
Wiring a shunt trip breaker isn't just about connecting a few wires. It's about installing a powerful safety device that allows you to kill power to heavy machinery from a distance. At its core, you’re hooking up a separate, low-voltage control circuit to a coil inside the breaker. When that coil gets a signal, it mechanically trips the main breaker. This setup is the bedrock of countless industrial safety and emergency stop systems.
Why Shunt Trip Breakers Are a Must-Have for Industrial Safety
Before you even think about stripping a wire, you need to grasp what this component really does. A shunt trip breaker is so much more than a standard overcurrent device—it's an active, on-demand safety tool designed for immediate remote intervention. Its entire purpose is to de-energize a circuit the moment it receives a command, protecting both your crew and your expensive equipment from disaster.
This isn’t just a convenience feature; it’s a lifeline. The internal shunt coil is basically a remote trigger. It allows an external signal—from an E-stop button, a fire alarm panel, or a PLC output—to instantly pop the breaker open.
Real-World Scenarios Where It Counts
Picture a CNC machine operator who sees a tool break and start chewing into the workpiece. Instead of making a mad dash for a panel on the other side of the shop, they can slam a big red mushroom button right next to them. That simple action fires a signal to the shunt trip breaker, killing power to the machine instantly and preventing a catastrophic failure.
I’ve seen this same principle save the day in all sorts of industrial settings:
Manufacturing Lines: One E-stop can shut down an entire conveyor system, preventing a dangerous product pile-up or, worse, protecting a worker who gets caught in the machinery.
Data Centers & Server Rooms: When a smoke detector goes off, it can trigger the shunt trip breakers to cut power to all the server racks and HVAC units, drastically reducing the risk of an electrical fire spreading.
Elevator Machine Rooms: Fire codes often require shunt trip breakers to disconnect power to elevator motors when a heat or smoke detector is activated.
The real magic of a shunt trip breaker is its ability to centralize emergency control. It takes a regular circuit breaker and turns it into a responsive part of your facility's safety architecture, allowing for a coordinated, immediate response when things go wrong.
Before jumping into the wiring, it's helpful to have a clear picture of all the parts involved.
Essential Components for a Shunt Trip Breaker Installation
Here’s a quick rundown of the key players in a typical shunt trip circuit and what they do. Getting familiar with these components will make the whole process much smoother.
Component
Primary Function
Key Consideration
Shunt Trip Circuit Breaker
The main device that interrupts the power circuit when its internal coil is energized.
Ensure the coil voltage matches your control circuit voltage (e.g., 24VDC, 120VAC).
Control Power Source
Provides the low-voltage power needed to energize the shunt trip coil.
Must be reliable and often separate from the main power being controlled.
Emergency Stop (E-Stop) Button
A normally closed (NC) or normally open (NO) pushbutton that initiates the trip signal.
NC contacts are typically used for fail-safe E-stop circuits.
Fire Alarm/Safety Relay
An interface that provides a dry contact closure to signal the breaker to trip.
Check the relay's contact rating to ensure it can handle the coil's inrush current.
Control Wiring
The conductors used to connect the control source, initiating devices, and the shunt trip coil.
Use the correct wire gauge and insulation type for the voltage and environment.
Think of this table as your pre-flight checklist. Having the right parts on hand and understanding their roles is half the battle.
Meeting Safety and Code Requirements
Beyond the practical, on-the-floor safety benefits, shunt trip breakers are often a requirement for regulatory compliance. If you're building industrial control panels, you absolutely need to know how they fit into standards like UL 508A and the National Electrical Code (NEC).
The idea of tripping a breaker remotely has been around for a while. The first truly functional circuit breaker designs appeared back in the 1920s, and the technology has been evolving ever since to add more layers of control and safety.
Today, the NEC actually mandates shunt trip mechanisms in specific situations. Under NEC 240.87, breakers rated 1200 amperes or higher must have a means of energy reduction, and a shunt trip is a common way to meet this. The goal is to reduce deadly arc flash energy when a technician is working on the equipment. This shows just how much modern safety codes rely on this technology.
When you're installing a device like this, you're not just checking a box; you're participating in a much larger safety ecosystem. To get a better handle on the bigger picture, you might want to look into other essential safety topics for work. And for a deeper dive into the component itself, our guide explaining https://eandisales.com/uncategorized/what-is-shunt-trip/ is a great place to start. Understanding this context is critical before you start wiring a shunt trip breaker.
Preparing for a Safe Installation
Wiring a shunt trip breaker isn't something you just jump into. The real work—the smart work—starts long before you ever touch a wire. Getting your prep right isn't just about being efficient; it's about making sure you, and the equipment, are protected every step of the way.
Think of it as a pre-flight checklist for an electrician. Skipping a step because you're in a hurry is how simple jobs turn into dangerous situations. Let's walk through exactly what you need to have sorted out first.
Assembling Your Essential Toolkit
You can't do a professional job with bargain-bin tools. Using a worn-out screwdriver or a dull set of strippers is a great way to damage expensive components or create a loose, hazardous connection. Your toolkit needs to be built for this specific kind of electrical work, with a focus on insulated, high-precision gear.
Here’s a look at the non-negotiables for this installation:
Insulated Hand Tools: At a minimum, you need a good set of Phillips and flathead screwdrivers, plus pliers and wire cutters all rated for 1000V. That insulation is your primary defense against an accidental shock.
High-Quality Wire Strippers: A sharp, properly gauged stripper is key. It lets you slice through the insulation cleanly without nicking the copper conductor, which can create a weak point that fails under load.
Calibrated Multimeter: This is your truth-teller. You'll need it to verify that circuits are truly dead and to check for continuity in your new control wiring. Don't ever trust a cheap, unreliable meter with your safety.
Torque Screwdriver or Wrench: Breaker terminals have torque specs for a reason. Go too tight, and you can crack the terminal. Too loose, and you've just created a hot spot that could lead to a fire.
These tools aren't just for making the job easier; they're for creating solid, code-compliant connections that you can trust. And don't forget that the enclosure itself matters. It's worth understanding the different electrical boxes types you might encounter so you're ready for whatever the job site throws at you.
Personal Protective Equipment: The Unskippable Step
Anytime you're working inside an electrical panel, PPE is your last line of defense. Even with the main breaker off, you have to assume there’s a live circuit somewhere nearby. The risk of an arc flash from an adjacent, energized section is always a possibility.
Your absolute minimum PPE should be arc-flash rated for the specific hazard level of the panel you're opening up. This usually means:
Arc-Rated (AR) Clothing: A long-sleeve shirt and pants made from flame-resistant material are a must.
Safety Glasses or Goggles: Protecting your eyes from debris and the intense flash of an arc is non-negotiable.
Voltage-Rated Gloves: These are absolutely critical for any task where you could potentially make contact with a live circuit.
Remember, PPE isn't a suit of armor. Its job is to minimize injury if the absolute worst happens. Don't ever get complacent just because you're geared up.
Establishing a Safe Work Zone with LOTO
The single most important safety procedure in our trade is Lockout/Tagout (LOTO). It’s a formal, documented process that ensures a circuit is completely de-energized and, more importantly, cannot be re-energized by someone else while you're working on it. It’s a literal lifesaver.
The process itself is straightforward, but you have to follow it to the letter. Start by identifying the correct upstream breaker or disconnect that feeds the panel or circuit. Switch it to the off position, then apply your personal lock and tag.
Once it's locked out, the crucial next step is to verify. Use your multimeter and test for voltage where you plan to work—phase-to-phase and phase-to-ground. Only after you’ve confirmed zero voltage is it safe to get your hands in there. For any job this critical, it's best practice to formalize your entire safety plan in a Safe Work Method Statement (SWMS). This document forces you to think through all potential risks and controls, including LOTO, before you even open your toolbox.
Alright, time to get our hands dirty—figuratively, for now—and walk through the actual wiring process. This is where the rubber meets the road, turning those diagrams and schematics into a safe, functioning installation. We’ll tackle this in two main parts: the heavy-lifting power wiring and the brains of the operation, the control wiring.
First things first, though. Safety is never an afterthought.
This workflow isn't just a suggestion; it’s the professional standard. You absolutely must lock out the power source, gear up with the right PPE, and have your tools ready before a single cover comes off. There are no shortcuts here.
Reading the Roadmap: The Shunt Trip Wiring Diagram
Before you touch a single wire, you have to be able to read the map. A shunt trip wiring diagram can look a bit busy at first glance, but it's telling a very simple story once you know the characters.
The Circuit Breaker: You'll see the standard breaker symbol, but with a dotted line connecting it to a small box. That little box is our shunt trip coil.
The Shunt Trip Coil (MX): This is the heart of the remote trip function. It's usually a rectangle labeled "MX" or maybe just a coil symbol. The most critical piece of information will be right next to it: the voltage rating (e.g., 24VDC, 120VAC). Getting this wrong is a recipe for a dead coil.
The Control Power Source: This is a separate power source, completely independent of the main circuit the breaker is protecting. It'll look like a battery symbol for DC or a transformer for AC.
The Initiating Device: This is whatever is sending the "trip now" signal. An E-stop button will be shown as a normally closed (NC) contact, while a signal from a fire alarm panel is typically a normally open (NO) dry contact.
The diagram shows a path: from the control power source, through the switch, over to the shunt coil, and back to the source. Your job is to build that path with real copper.
Laying the Foundation: The Power Circuit
Connecting the main power conductors is pretty standard stuff, identical to wiring any other circuit breaker. The goal is simple: solid, low-resistance connections that can safely carry the load current without breaking a sweat—or getting hot.
Start by sizing your conductors correctly for the breaker’s amp rating. Don’t guess; consult the NEC. Using undersized wire isn't just bad practice, it's a major fire hazard.
Next, nail the terminations. Strip the insulation cleanly without nicking the copper strands. Make sure the wire is seated all the way into the breaker's line (power in) and load (power out) lugs.
Here's the one step I see guys skip all the time: using a calibrated torque wrench. Every single manufacturer specifies a torque value for their terminals. Too loose, and you get a hot spot that will eventually fail. Too tight, and you can crack the lug. Get it just right.
Once your line and load conductors are properly torqued down, you're done with the power side. The breaker is now ready to do its primary job of protecting against overloads and shorts.
The Magic Ingredient: The Control Circuit
This is what separates a shunt trip breaker from the pack. The control circuit provides the remote tripping capability, and it’s where attention to detail really pays off.
Let's walk through a classic industrial scenario: wiring a 24VDC shunt trip coil to an E-stop button inside a UL 508A control panel.
Find Your Points: First, locate the dedicated shunt trip terminals on the breaker itself. They’re much smaller than the power lugs and are often labeled S1 and S2 or something similar.
Run the Signal Wire: Take the positive (+) wire from your 24VDC power supply and run it to one side of your E-stop's normally closed (NC) contact. From the other side of that contact, run a wire over to the S1 terminal on the breaker.
Close the Loop: To complete the circuit, run a wire from the S2 terminal on the breaker back to the negative (-) or common terminal of your 24VDC supply.
Now, in a modern "fail-safe" system, the E-stop button doesn't trip the breaker directly. Instead, pressing the E-stop opens its contact, which signals a safety relay or PLC. That controller then closes a different contact, sending the 24VDC pulse to the shunt trip coil. This logic ensures the trip is an intentional command from the safety system.
From Functional to Professional: Clean Installation Tips
Getting it to work is one thing. Making it look professional and easy to maintain is another. A clean panel isn't just for show; it makes troubleshooting 10 times easier for the next person—which might be you.
Label Everything: Seriously, everything. Use wire markers on both ends of your control wires. "SH-TRIP-1" on the wire going to S1 and "SH-TRIP-2" on the return wire will save you a massive headache later.
Stick to Color Codes: Don't just grab any wire. In a UL 508A panel, DC control circuits are typically blue. Using the right color is like leaving a roadmap for future technicians.
Practice Good Wire Management: Route control wires neatly in a wire duct (like Panduit). Never, ever run your low-voltage control wiring in the same bundle as high-voltage power conductors. This is crucial for preventing electrical noise that can cause phantom trips.
Taking a few extra minutes to follow these steps will make your work stand out and ensure the system is reliable for years to come.
Testing and Commissioning Your Shunt Trip Circuit
With all your wiring landed and looking clean, it's tempting to call it a day. But hold on—the most important part is just ahead.
Wiring a shunt trip breaker is all about building a reliable safety system. And any safety system is just a collection of parts until you've proven it works in a controlled test. Commissioning isn't just a final checkbox; it's what turns your installation into a verified, functional safety circuit you can trust.
This process has to be deliberate. Rushing through testing is a recipe for failure, either right now or, worse, during a real emergency. Let's walk through it step-by-step, starting with the essential checks you need to make before any power is applied.
Pre-Power Safety Verifications
Before you even think about flipping a switch, you need to perform several dead-circuit checks. Think of these as your first line of defense against wiring mistakes that could fry components or create a serious hazard when the power comes on.
First up is a simple continuity test on your control wiring. Grab your multimeter, set it to continuity or resistance, and make sure all power is locked out. Check the path from your control power source, through the E-stop button or other device, all the way to the shunt trip coil and back again. When the E-stop is in its normal, "run" position, you should see a complete circuit.
Next, you’ll want to do an insulation resistance test, especially for the main power conductors if they're new or have been moved around. This test is crucial for spotting any nicks in the wire insulation that could cause a dead short to ground. A failed insulation test means you have a serious problem that needs to be fixed before you go any further. For a more detailed guide, check out our article on how to perform a ground fault test.
These preliminary checks are non-negotiable. Finding a wiring mistake with a multimeter is a minor inconvenience. Finding one with 480V applied is a catastrophic failure. Take the time to verify your work while the circuit is safely de-energized.
Controlled Power-Up and Functional Testing
Once your dead-circuit checks are clear, it's time for a careful, phased power-up. The goal here is to energize circuits one at a time, starting with the control voltage.
First, with the main power still locked out, re-energize only the control power source (your 24VDC or 120VAC supply). Use your multimeter to confirm you have the correct voltage right at the shunt trip coil terminals.
Now for the moment of truth. Go ahead and activate your initiating device—press the E-stop button or manually close the fire alarm relay.
You should hear an immediate, distinct "clunk" from the circuit breaker as the shunt coil fires and mechanically trips the mechanism. The breaker handle will physically move to the tripped position, which is usually halfway between ON and OFF. That sound is confirmation that your control circuit is working perfectly.
Full System Verification
With the control side validated, the final step is to verify the whole system under normal operating conditions. This means it's time to re-energize the main power that the breaker is protecting.
Reset the breaker to the ON position and confirm power is flowing to the load. A quick check with your multimeter on the load-side terminals of the breaker will tell you everything is live.
Now, do it again. Activate your initiating device.
The breaker should trip instantly. Your multimeter reading on the load side should immediately drop to zero volts. This final test proves that your shunt trip breaker isn't just getting the signal—it's successfully killing power to the downstream equipment.
Troubleshooting Common Shunt Trip Wiring Issues
Even with a careful approach, things can go wrong. A breaker that doesn't trip, or one that trips unexpectedly, can be frustrating. This table breaks down some of the most common issues I've seen in the field and how to track down the root cause.
Symptom
Potential Cause
Recommended Action
Breaker Fails to Trip
No control power to the coil
Verify control circuit breaker is ON. Check for correct voltage at the shunt coil terminals.
Faulty initiating device (E-stop, relay)
Test the device for proper continuity when activated. Replace if defective.
Incorrect coil voltage
Ensure the coil voltage rating matches the control circuit supply (24VDC, 120VAC, etc.).
Open circuit in control wiring
Perform a continuity test from the source, through the device, to the coil. Check all terminations.
Defective shunt trip coil
If voltage is present at the coil but it doesn't activate, the coil itself is likely faulty and needs replacement.
Breaker Trips Immediately on Reset
Control device is stuck in the "trip" state
Check E-stop buttons to ensure they are pulled out. Verify control relays are in their normal, non-tripped state.
Short circuit in control wiring
A "hot" wire may be shorted to the coil's input, bypassing the initiating device. Inspect wiring for damage.
Breaker Trips Randomly
Unstable control power
Check for voltage fluctuations or drops in the control power supply that could falsely trigger the coil.
Loose control wiring connection
Vibration can cause intermittent connections. Re-check and tighten all screw terminals in the control circuit.
Noise or induced voltage on signal wires
If control wires are run alongside high-power cables, electrical noise can induce a "phantom" trip signal. Reroute or use shielded cable.
Always approach troubleshooting systematically. Start with the simplest potential cause—like a closed E-stop button—before moving on to more complex issues like intermittent connections or electrical noise. This methodical process will save you a lot of time and headaches.
Keeping Your System Compliant and Reliable for the Long Haul
Getting a shunt trip breaker wired up correctly is a great feeling, but the job isn't truly done once the power comes on. The real win is building a system that stays safe, compliant, and rock-solid for years. This is where we shift from a one-time install to creating a durable, easily managed safety asset.
This means looking past the immediate connections and thinking about the standards that govern industrial control panels. For anyone working in this field, the National Electrical Code (NEC) and UL 508A aren't just suggestions—they're the rulebooks that ensure everything is safe and works as expected.
Sticking to Industry Standards
You can't cut corners on compliance. It’s all about safety and liability. When you're adding a shunt trip breaker to an industrial control panel, you have to follow the playbook, and UL 508A has some very specific rules designed to make systems predictable, safe, and easy to service.
One of the most obvious rules is wire color-coding. Getting the colors right isn't just about making the panel look neat; it's a universal language for every electrician who might work on it down the road.
Red Wires: The go-to for ungrounded AC control circuits, like the 120VAC signal heading to your shunt coil.
Blue Wires: Standard practice for ungrounded DC control circuits. Think of a 24VDC signal coming from a safety PLC.
White or Gray Wires: These are reserved for grounded AC current-carrying conductors.
White with a Blue Stripe: This specific combination is for a grounded DC current-carrying conductor.
Following this code makes future troubleshooting ten times faster and safer. It's not just about colors, either. Standards also spell out requirements for component spacing to manage heat buildup and prevent electrical arcing, ensuring the whole assembly is sound.
The final piece of the compliance puzzle is solid documentation. An updated electrical schematic that clearly shows the new shunt trip circuit isn’t optional. Tape it inside the panel door. It becomes the permanent record for anyone doing maintenance or troubleshooting.
Built on a Foundation of Proven Technology
As you integrate these modern control features, it’s good to remember they’re built on incredibly refined technology. Circuit breaker interruption has seen huge leaps forward, with innovations like vacuum interrupters and SF6 gas technology setting new benchmarks for safety and reliability.
Today’s shunt trip breakers are direct beneficiaries of these advancements. This solid foundation lets the remote trip mechanism do its precise job—activating from a distance—while leaning on decades of R&D focused on reliably snuffing out dangerous fault currents. If you're curious about the history, you can explore the evolution of circuit breaker design.
A Practical Checklist for Long-Term Reliability
A safety device you never test is a safety device you can't trust. The only way to know your shunt trip circuit will work when it matters most is to set up a routine maintenance and testing schedule. This checklist is a great starting point for any plant engineer.
Quarterly Visual Check:
Inspect Connections: With the panel de-energized and locked out, give all the control wiring terminations a once-over. Check the breaker, power supply, and initiating device. Look for any discoloration that could signal overheating.
Scan the Components: Look for excessive dust, signs of moisture, or any visible wear and tear on the breaker and control hardware.
Check the Labels: Make sure all wire labels and component tags are still in place and easy to read.
Annual Functional Test:
Schedule Downtime: First thing's first—work with the operations team to schedule a brief, planned outage for whatever equipment the breaker protects.
Run a Live Trip Test: With all safety protocols in place, activate the initiating device. Push that E-stop button or trigger the sensor.
Confirm the Trip: You should hear a solid, distinct "clunk" as the breaker trips. Verify that power to the load has been cut completely.
Reset and Record: Reset the breaker and the initiating device. Most importantly, log the date, time, and result in your maintenance records.
This simple, repeatable process turns your installation project into a managed safety system. It's the only way to guarantee it will be ready to go, year after year.
Got Questions? We've Got Answers.
Even the best guides can leave you with a few lingering questions when you're elbows-deep in a project. Let's tackle some of the most common things we get asked about wiring up shunt trip breakers.
Can I Still Use It for Regular Overcurrent Protection?
Yes, absolutely. Think of a shunt trip breaker as a standard circuit breaker with an extra trick up its sleeve. It will still do its primary job—providing reliable protection against overloads and short circuits—just like any other breaker in your panel.
The shunt trip coil is a completely separate component inside. It just sits there, waiting for an external voltage signal, and doesn't interfere with the breaker's main protective functions in any way.
What Happens if the Shunt Trip Coil Burns Out?
This is a pretty common failure, and it almost always happens for one reason: the control voltage was applied for too long. If the coil fries, you'll lose the ability to trip the breaker remotely. That's it.
The good news is the breaker will continue to operate normally for overcurrent protection. To get the remote trip working again, you'll have to replace either the shunt trip accessory itself or the entire breaker, depending on the model.
A shunt trip coil is designed for a quick jolt of power, not a continuous-duty one. We're talking less than a second. Any longer and it'll overheat and burn out. This is exactly why a well-designed control circuit includes a micro-switch (an auxiliary contact) that cuts power to the coil the instant the breaker trips.
Is an Auxiliary Contact Really Necessary?
Strictly speaking, no, the shunt trip will function without one. But in any real-world industrial control system, it's absolutely essential. I'd go so far as to say it's a must-have.
Here's why: the shunt trip coil's job is to trip the breaker. The auxiliary contact's job is to report the breaker's status (ON/OFF/TRIPPED) back to your PLC or alarm system.
Without that auxiliary contact, your control system is flying blind. It sends the signal to trip but has no way to confirm the breaker actually opened. It's the critical feedback loop that makes a safety system truly reliable.
Can I Manually Reset a Breaker After a Shunt Trip?
Of course. A shunt trip is just a mechanical action, not some kind of permanent lockout. Once the shunt coil does its thing, you reset the breaker exactly like you would after an overcurrent trip.
First, push the handle all the way to the full OFF position.
Then, flip it back to the ON position.
Just remember, if the signal that caused the trip in the first place (like a pressed E-stop) is still active, the breaker will just trip again immediately. You have to clear the initial fault before you can successfully reset the breaker.
At E & I Sales, we don't just sell parts; we build complete, engineered solutions. From helping you spec the right shunt trip breaker to designing and building a fully UL 508A-certified control panel, our team has the field-tested expertise to make sure your safety systems are compliant, reliable, and built to last.
Think of liquid tight conduit as the ultimate armor for your electrical wiring. It's a flexible, completely sealed raceway designed to give your wires an impenetrable defense against moisture, chemicals, dust, and grime—all the things that lead to catastrophic failures in tough environments. This level of protection is simply non-negotiable in demanding industrial and commercial settings.
Your Wiring’s First Line of Defense
In any industrial plant, from a food packaging line to an outdoor OEM skid, electrical wiring is constantly under assault. Standard conduit might stop a bump or a scrape, but it offers almost no defense against the persistent enemies of moisture, corrosive washdowns, and fine particulates. This is exactly where liquid tight conduit proves its worth.
I like to compare it to a high-quality diver's wetsuit. The whole point is to keep water out, period. A single tiny leak in a seam or a faulty zipper makes the entire suit useless. Liquid tight conduit and its specialized fittings operate on the same all-or-nothing principle for your critical electrical systems.
A properly installed liquid tight system creates a fully sealed barrier, safeguarding conductors from the elements that cause short circuits, corrosion, and unexpected downtime. It’s not just a component; it’s an insurance policy against electrical failure.
Without this specialized protection, facilities are just asking for equipment damage, production halts, and serious safety hazards. The core problem that liquid tight conduit solves is environmental vulnerability, ensuring your systems stay reliable precisely where standard raceways would fail.
Understanding the Two Main Families
On the surface, this protective solution comes in two main flavors, each engineered for different challenges you'll face on the plant floor. Getting a handle on their basic makeup is the first step in picking the right defense for your application.
These two families are:
Liquid-Tight Flexible Metal Conduit (LFMC): This is the heavy-hitter. It’s built with a strong, helically wound metal core for serious physical strength, which is then covered in a rugged, waterproof polymer jacket. It offers fantastic crush resistance, making it the go-to choice for protecting wiring on and around heavy machinery that moves or vibrates.
Liquid-Tight Flexible Non-Metallic Conduit (LFNC): Made entirely from advanced polymers like PVC, this conduit is naturally immune to corrosion and is often much more flexible than its metal cousin. Its lightweight nature and chemical resistance make it perfect for washdown areas, chemical processing plants, or routing wires through complex, tight spaces.
Each type is designed to seal out contaminants, but they get there with different materials and bring different strengths to the table. In the next few sections, we'll dig a lot deeper into these differences.
Metallic vs. Non-Metallic: Choosing Your Conduit's Armor
When you get into the nitty-gritty of liquidtight conduit, you’ll find two main players ready for very different kinds of fights: metallic and non-metallic. They both create that crucial sealed raceway for your wiring, but how they're built completely changes the game. Figuring out their core differences is the first step to picking a solution that will not just work for now, but will hold up for years.
It’s a bit like choosing tires. You wouldn’t slap highway tires on a heavy-duty truck destined for rocky, off-road trails. In the same way, picking between Liquid-Tight Flexible Metal Conduit (LFMC) and Liquid-Tight Flexible Non-Metallic Conduit (LFNC) is all about matching the product to the environment and the kind of abuse it's going to face.
The Heavy-Duty Defender: Liquid-Tight Flexible Metal Conduit (LFMC)
Meet LFMC, the armored tank of the liquidtight family. Its design is a masterclass in layered defense.
At its core, you have a helically wound, flexible metal strip—usually galvanized steel or sometimes aluminum. This is what gives it incredible crush strength and impact resistance. For any application near heavy machinery that moves, vibrates, or poses a physical threat, LFMC is the undisputed champ.
But the metal core is only half the story. It's wrapped in a thick, flame-retardant PVC jacket. This outer layer is the "liquid-tight" part of the equation, creating a seal that keeps moisture, oils, coolants, and other nasty industrial fluids out. It’s the perfect marriage of raw strength and environmental sealing.
A huge, and often forgotten, benefit of LFMC is its built-in EMI/RFI shielding. That metal core acts as a natural shield, protecting sensitive control signals from the "noise" thrown off by motors and drives. In a busy plant, that’s a big deal.
The Corrosion-Proof Champion: Liquid-Tight Flexible Non-Metallic Conduit (LFNC)
On the other side, we have LFNC, or Liquid-Tight Flexible Non-Metallic Conduit. As you can guess from the name, this conduit is all-polymer, typically a tough PVC. This construction gives it a completely different set of superpowers.
With no metal core, LFNC is way lighter and often more flexible than its metal cousin. That makes it a dream for installers, especially on complex runs with tight bends and crowded pathways.
Its real claim to fame, though, is its total immunity to rust and corrosion. This makes it the go-to choice for outdoor installations, coastal areas with salt spray, wastewater plants, or food and beverage facilities with frequent chemical washdowns. Where metal conduit would eventually corrode and fail, LFNC just keeps on going.
If you want a broader look at how different systems protect wiring, this guide on raceways for cables offers a great overview of the different approaches used to safeguard network infrastructure.
LFMC vs LFNC Quick Comparison
To make the right call, it helps to see these two side-by-side. Each has a clear purpose and is designed to solve specific industrial headaches. This table breaks down the key differences at a glance.
Attribute
LFMC (Metallic)
LFNC (Non-Metallic)
Primary Advantage
Superior physical protection and impact resistance.
Complete corrosion immunity and light weight.
Core Material
Helically wound steel or aluminum core.
All-polymer construction (typically PVC).
Best For
Heavy machinery, high-traffic areas, vibrating equipment.
Corrosive environments, outdoor use, chemical plants.
Weight
Heavier, more rigid.
Lighter, often more flexible.
EMI Shielding
Provides inherent electromagnetic shielding.
Does not provide EMI shielding on its own.
Grounding Path
Can serve as a grounding path in certain conditions (per NEC).
Requires a separate grounding conductor inside.
In the end, this isn't about which one is "better." It's about which one is right for the job. By looking closely at the real-world threats—whether it's a forklift on the floor or corrosive chemicals in the air—you can pick the perfect armor to protect your critical wiring.
How to Select the Right Liquid Tight Conduit
Picking the right liquid tight conduit is one of those decisions that can make or break an electrical installation. It’s not just a tube for your wires—it's the first line of defense, a critical component for a safe, reliable, and compliant system that has to survive in its environment for the long haul. Get it wrong, and you’re looking at premature failures, expensive downtime, and some serious safety hazards.
To nail the choice every time, you need a solid framework. I like to think of it as a four-point inspection for your application. By walking through the real-world conditions the conduit will face, you can move from a gut feeling to a decision you can stand behind.
This flowchart is a great starting point for that first big decision: metal or non-metallic?
As you can see, the moment you introduce the risk of impact, you're immediately pointed toward the heavy-duty protection of LFMC. If that's not a concern, the corrosion-fighting power of LFNC starts looking pretty good.
Environmental Conditions and Exposure
First things first, look at the environment. What is this conduit going to be up against every single day? A product that works perfectly in a clean, dry factory might give up the ghost in a matter of months when it’s getting blasted with salt spray or harsh washdown chemicals.
Start by asking the right questions:
Is it going outside? If the answer is yes, you absolutely need a jacket rated for sunlight (UV) resistance. Standard PVC will get brittle and crack under constant UV exposure, and there goes your liquid-tight seal.
What chemicals are in the air or on the floor? Think food processing plants, chemical facilities, or wastewater treatment. Here, you’re dealing with acids, alkalis, and all sorts of aggressive cleaners. This is where non-metallic (LFNC) conduit really shines, as it’s completely immune to corrosion.
What’s the temperature range? Extreme heat and cold will mess with a conduit's flexibility and overall integrity. Always check that the product is rated for both the ambient and operating temperatures it will have to endure.
For example, if an OEM is building machinery destined for a coastal port, LFNC is the clear winner. It laughs off the salt-induced corrosion that would eat a metallic system for breakfast.
Physical Stress and Movement
Next up, let's talk about physical abuse. On industrial equipment, electrical raceways are rarely just sitting still. They’re dealing with vibration, constant movement, and the ever-present risk of getting hit by something. This is where the actual construction of the conduit matters—a lot.
You need to evaluate:
Vibration: Is the conduit hooked up to a motor, a pump, or a stamping press? That constant shaking demands a flexible conduit that can absorb the motion without fatiguing or working its connections loose. Both LFMC and LFNC are great at this.
Impact and Crushing: Is the conduit run along the floor where a forklift might clip it? Or on a machine where a heavy tool could get dropped? In these scenarios, the steel or aluminum core of LFMC provides non-negotiable crush protection that an all-polymer conduit just can't offer.
Flexibility Needs: How tight of a bend do you need to make? While both types are flexible, some LFNC products have a tighter bend radius. That can be a lifesaver in a cramped control cabinet or a machine with a spaghetti-like wiring layout.
A classic case is wiring up a large industrial press. You've got intense vibration and a high risk of impact. That combination makes LFMC the only sensible—and safe—choice.
Key Takeaway: The selection process is a balancing act. You have to weigh the need for raw physical toughness (LFMC's strong suit) against the need for total immunity to chemicals and corrosion (where LFNC is the champion).
Electrical Needs and Grounding
The third piece of the puzzle is the electrical circuit itself. Remember, the conduit is more than a protective skin; it’s a functional part of the system's safety infrastructure.
Here are the key electrical points to consider:
Voltage and Circuit Size: Most standard liquid tight conduit is good for circuits up to 600V, but you should always double-check the manufacturer's specs. Don't assume. High-voltage jobs might require a specialized solution.
Grounding Requirements: This is a big one. According to the National Electrical Code (NEC), the metal core of a listed LFMC can serve as the equipment ground—but typically only in sizes up to 1.25 inches and on runs of 6 feet or less. On the other hand, LFNC is non-metallic, so it always requires a separate ground wire to be pulled inside. Frankly, it’s best practice to run an internal ground wire even in LFMC just to guarantee a rock-solid ground path.
Voltage Drop: For longer runs, you also need to think about the total circuit length to avoid equipment performance problems. If you need a quick refresher, our team put together a handy guide on the essential voltage drop calculation formulas to help make sure your gear gets all the power it needs.
Code Compliance and Certifications
Finally, you have to square your choice with the rulebook. Using a non-compliant product is a recipe for failed inspections, expensive rework, and massive safety liabilities.
Always look for:
UL Listings: Make sure the conduit and the fittings are UL listed. This is your proof that they've been tested and meet industry-recognized safety and performance standards.
NEC Compliance: The whole installation has to follow the latest NEC articles for flexible conduits. This covers everything from how it's supported and terminated to where it can be used.
Hazardous Location Ratings: If you're working in a Class I, Div 2 area (where flammable gases might show up), you must use conduit and fittings specifically listed for that environment. Standard liquid tight won't cut it.
By working through these four areas—environment, physical stress, electrical needs, and compliance—you can stop guessing and start selecting the perfect liquid tight conduit for any job with total confidence.
Best Practices for Conduit Installation
Even the best liquid tight conduit on the market is useless if it's not installed correctly. A single small mistake during setup can sabotage the whole system, leaving a tiny gap that’s an open invitation for moisture and grit. Following tried-and-true installation practices isn't just about getting the job done—it's about locking in the long-term safety and reliability of your entire electrical system.
The end goal is a raceway that's completely sealed, from one end to the other. This process starts with careful prep work and demands attention at every step, from bending the conduit to tightening that last fitting. Nailing these details is what separates a truly tough, long-lasting installation from one that’s just a failure waiting to happen.
Proper Cutting and Preparation Techniques
It all starts with a clean cut. A jagged, sloppy edge makes it impossible for the fitting to seat properly, creating a guaranteed leak point right where you need protection most. The right tool for the job really depends on the type of conduit you’re wrestling with.
For LFMC (Metallic): Grab a fine-toothed hacksaw or, even better, a rotary conduit cutter. You want to make your cut between the metal convolutions to get a perfectly square edge. After the cut, you absolutely have to deburr the inside of the metal core. Skip this step, and you’re leaving sharp edges that will slice into your wire insulation during the pull.
For LFNC (Non-Metallic): A standard PVC cutter or even a sharp utility knife will do the trick. The objective is the same: a clean, 90-degree cut with no burrs or ragged bits. You don't have a metal core to worry about, but getting that cut perfectly straight is crucial for the fitting to create a tight seal.
We see it all the time—someone grabs a coarse saw to save a few seconds. That shortcut can easily deform the conduit or leave a rough surface. This one little mistake can compromise the entire seal, proving that an extra minute for a clean cut is always time well spent.
Respecting the Minimum Bend Radius
Yes, liquidtight conduit is flexible, but it's not a spaghetti noodle. Every conduit has a specified minimum bend radius, which is the tightest corner it can take without kinking up or collapsing on itself. Forcing a sharper bend is a rookie mistake with serious consequences.
When a conduit kinks, it creates a choke point that can damage the wires and weaken the raceway's structure. Just as critically, it distorts the conduit's round shape, making it impossible for the fitting to clamp down and form a proper seal. Always check the manufacturer’s spec sheet for that minimum bend radius and stick to smooth, gradual sweeps when routing your runs.
Selecting and Terminating Fittings Correctly
The connection point—where the conduit meets an enclosure—is ground zero for failures in a liquidtight system. The success of the entire run boils down to choosing the right fitting and installing it perfectly. Use the wrong part or do it sloppily, and you’ve basically installed a drain.
First things first: always use fittings designed specifically for your conduit type. An LFMC fitting will not seal properly on LFNC conduit, period. They are engineered completely differently to grip and seal their specific materials.
The termination process itself is just as critical:
Slide the gland nut over the conduit first. Don't forget this step!
Seat the ferrule or gripper firmly onto the prepped end of the conduit. Make sure it’s pushed all the way on.
Push the conduit (with the ferrule) into the main fitting body until it bottoms out.
Tighten the gland nut. Get it snug and secure, but do not overtighten it. Cranking down too hard can crack the fitting or damage the conduit's jacket, destroying the very seal you’re trying to create.
This procedure ensures the fitting compresses evenly around the conduit, creating that 360-degree seal that keeps everything nasty out. A perfectly terminated fitting should be securely seated inside one of the many types of electrical boxes found on the factory floor, completing the protected pathway your wiring deserves.
Maintenance and Troubleshooting Common Failures
Getting an electrical system up and running is just the start. The real test is its reliability over time, and even the toughest liquid tight conduit needs a little attention to go the distance.
Learning to spot the early warning signs of trouble is key. A proactive inspection plan lets you fix small issues before they snowball into major system failures, protecting your equipment and keeping everything safe.
A Proactive Inspection Checklist
Think of regular inspections as your first line of defense. A quick walkthrough isn't enough; you need a systematic check of the entire conduit run, especially in areas that take the most abuse from the environment.
We've found that integrating these checks into a routine schedule is the best way to build an early-warning system. If you need a good starting point, we've put together a guide on creating a preventive maintenance schedule template you can adapt for your facility.
Keep an eye out for these specific signs of wear and tear:
Jacket Discoloration: If the jacket is fading or turning yellow, that’s a classic sign of chemical attack or serious UV damage.
Cracks and Brittleness: Look closely for tiny cracks, especially around bends or in direct sunlight. A brittle jacket has lost its flex and can't maintain a liquid-tight seal anymore.
Physical Damage: Any sign of crushing, kinking, or abrasion is a red flag. These are obvious weak points where moisture can get in.
Loose or Corroded Fittings: Give the fittings a little wiggle. They should be rock solid. If you see any rust or corrosion on metal fittings, it’s a sure sign the seal has already failed.
Proactive maintenance isn’t just about fixing what’s broken; it’s about preserving the integrity of the entire system. A $50 fitting replacement caught during an inspection can prevent thousands in downtime from a shorted-out motor.
Troubleshooting Common Failures
When you find a problem, like moisture inside a control panel, don't just patch the symptom. You need to dig in and find the root cause, or you’ll be fixing it again next month.
Start by running through a few diagnostic questions:
Is the Fitting Loose? Constant vibration is notorious for loosening fittings over time. First thing to check: Is the compression nut tight? Is the fitting secure?
Is the Conduit Jacket Breached? Follow the conduit run back from the failure point. A small, almost invisible puncture or crack is often the real culprit.
Was the Correct Conduit Type Used? Step back and look at the environment. Did someone use a standard conduit in an area with harsh chemical washdowns? A material mismatch is a recipe for premature failure.
Was the Termination Done Correctly? This is a big one. Open up the fitting and look at how the conduit was cut and seated. A crooked cut or an improperly installed ferrule will never create a reliable seal.
By methodically working through these steps, you shift from a reactive, "break-fix" cycle to a proactive maintenance strategy. This approach doesn't just make your liquid tight conduit last longer—it makes your entire operation safer and more reliable.
Choosing the Right Partner for Your Conduit Needs
Picking the right liquid tight conduit feels like navigating a maze. You're juggling materials, compliance codes, and some pretty harsh environmental factors. Get it right, and your electrical system is safe, reliable, and built to last. Get it wrong, and you're looking at potential failures and downtime.
This decision is way more than just picking a part number from a catalog. It’s a critical engineering call. From specifying a jacket material that can stand up to chemical exposure to making sure every single fitting is UL-listed for the job, the small details have a huge impact. A minor oversight can snowball into premature failure, costly repairs, and serious safety risks.
This is exactly why finding a true expert partner isn't just a nice-to-have; it's a strategic move to get the job done right from day one.
Beyond the Part Number: Engineering Expertise on Your Side
Anyone can sell you parts. A true partner, on the other hand, delivers solutions. That’s where E & I Sales comes in. We bring deep engineering expertise to the table that cuts through the complexity of the whole specification process. We don't just take your order; we help you build it correctly from the ground up.
Here’s how we make a difference:
Hands-On Specification Help: We’ll dig in with your team, analyzing everything from environmental conditions to physical stresses, to make sure you land on the perfect LFMC or LFNC solution for your application.
High-Performance Components: We've built a portfolio of top-tier liquid tight conduit and fittings specifically for the tough demands of industrial environments.
A Big-Picture Approach: We see how the conduit fits into your entire system—from the control panel all the way to the motor—ensuring every component plays well together.
Partnering with E & I Sales means you're plugging into decades of real-world, field-tested experience. We help you head off risks, speed up your project timelines, and build electrical systems designed for maximum uptime and safety.
When you're bringing suppliers or contractors on board for your projects, using solid vendor management best practices is key to ensuring you get the quality and reliability you expect. Let our team be the expert in your corner.
Your Liquid Tight Conduit Questions, Answered
Once you get the basics down, the real questions start popping up during project design and on the job site. Let's tackle some of the most common things we hear from engineers and installers to clear up any confusion.
Can I Use Liquid Tight Conduit in Hazardous Locations?
Yes, but you absolutely have to pay attention to the details. You can't just use any off-the-shelf liquid tight conduit. The entire system—both the liquid tight conduit and every single fitting—must be specifically listed and rated for that exact hazardous environment.
Think about a Class I, Division 2 location, where flammable gases could show up if something goes wrong. The National Electrical Code (NEC) has incredibly strict rules for these areas. You have to check the UL listings on every component to make sure it meets the Class, Division, and Group ratings your specific application needs. When it comes to safety and compliance, there are no shortcuts.
What’s the Main Difference Between LFMC and Armored Cable?
It really boils down to what the outer layer is designed to do. With Liquid-Tight Flexible Metal Conduit (LFMC), you have a tough PVC jacket wrapped around a metal core. That jacket has one job: to create a completely sealed, waterproof barrier that keeps out moisture, oils, and other chemicals.
On the other hand, armored cable (AC or MC) has a metal shell that's all about physical protection—it’s built to resist getting crushed or impacted. It’s not designed to be liquid-tight. While you can find some MC cable with a PVC jacket, LFMC and its fittings are engineered from the ground up as a complete system designed for wet, messy, and corrosive places.
Do I Need a Separate Grounding Conductor with LFMC?
This is a big one, and the answer is: it depends. The NEC says the metal core inside a listed LFMC can be your equipment grounding conductor (EGC), but only if you meet a very specific set of conditions:
The trade size is 1.25 inches or smaller.
The circuit protection is 20 amps or less.
The total length of the conduit in the ground-fault path is 6 feet or less.
If your run exceeds any of these limits, you must pull a separate EGC wire inside the conduit. The same goes for any non-metallic (LFNC) installation. Honestly, the best practice is to just include an internal ground wire in all your flexible conduit runs. It guarantees you have a solid, reliable safety ground every single time.
Getting these details right is what separates a good installation from a great one. When you need help with specifications or want to source high-performance components, the engineering team at E & I Sales is here to make sure you build a safe and compliant system. Find out more at https://eandisales.com.
So, you're ready to wire a shunt trip breaker. The core idea is simple: you're connecting a separate, low-power control circuit to the breaker's internal trip coil. When you send voltage down that control line—say, by slamming an emergency stop button—it mechanically forces the breaker to open, killing power to the main circuit instantly.
Get to Know Your Shunt Trip Breaker First
Before you strip a single wire, it’s critical to understand what you're working with. A shunt trip breaker isn't just another overcurrent device; it's a purpose-built safety component. Its whole job is to provide a remote "off switch," a function that's absolutely vital in modern industrial control systems.
Inside that familiar breaker housing is a small solenoid coil, completely separate from the main current path. This coil just sits there, dormant, until it sees its specific control voltage. The moment that voltage hits, the solenoid actuates a mechanism that physically shoves the breaker's internal trip bar, opening the main contacts and cutting the power.
The magic is in that separation. You have the high-power work circuit and the low-power control circuit living side-by-side but acting independently.
The Role of the Control Circuit
Think of the control circuit as the brains of the operation. It's a completely isolated electrical path that does one thing and one thing only: tells the shunt trip coil when to fire. Typically, this circuit gets its power from a dedicated control power transformer, keeping it clean and separate from the main load.
So, what tells the control circuit to act? It’s usually a pilot device wired in series.
In the real world, this could be:
Emergency Stop (E-Stop) Buttons: Those big red buttons you see plastered all over machinery for immediate, manual shutdown.
Fire Alarm System Relays: A signal from the building's fire panel can automatically trip breakers to de-energize equipment, preventing it from fueling a fire or creating other hazards.
Process Control Interlocks: Imagine a sensor on a machine guard. If an operator opens the guard while the machine is running, the interlock trips the breaker, protecting them from moving parts.
It all boils down to a simple but powerful principle: applying power to the small control circuit removes power from the big main circuit. Get that relationship straight, and you’re halfway to a safe and correct installation.
Before we dive into the specific components, here's a quick reference table to keep the key players straight.
Shunt Trip Breaker Core Components and Functions
Component
Function
Importance in Wiring
Circuit Breaker
Provides standard overcurrent and short-circuit protection for the main power circuit.
This is the main device being controlled. Your main power lines (line/load) connect here as usual.
Shunt Trip Coil
An internal solenoid that, when energized, mechanically trips the breaker mechanism.
This is where your control circuit connects. It has dedicated terminals, often labeled, that must receive the correct control voltage.
Control Power Source
A separate, often low-voltage (e.g., 24VDC or 120VAC) source to power the control circuit.
You must wire from this source, not by tapping off the main breaker's line or load side, to maintain isolation.
Pilot Device
A switch or relay (like an E-Stop button or PLC output) that completes the control circuit.
This is the trigger. It's wired in series between the control power source and the shunt trip coil.
Understanding how these pieces fit together is the foundation for a successful wiring job.
Remote-trip technology has a long history, born from the need to manage massive electrical systems safely. Early standards for handling major faults were pioneered on projects like the 1935 Boulder Dam, which had to clear 2,500 MVA faults in just three AC cycles. While the tech has changed, the principle of remote intervention remains the same. For a deeper dive, check out our guide on what a shunt trip is.
Getting Your Ducks in a Row: Tools and Parts for the Job
Any pro will tell you that a clean, safe, and code-compliant shunt trip installation starts long before you ever strip a wire. It begins right at the supply house counter.
This isn't the place to cut corners. Using the right parts, with the right ratings, isn't just "best practice"—it's a non-negotiable for keeping things safe and reliable.
The star of the show, of course, is the shunt trip circuit breaker. It needs to be a UL 489 listed device, and its amperage and voltage ratings have to match the main power circuit you're protecting. But here's a detail that trips people up: you absolutely must verify the shunt coil's voltage rating matches your control circuit (like 120VAC or 24VDC). A mismatch here will either burn out the coil instantly or it just won't work.
The Supporting Cast: Control Circuit Essentials
Once you have the breaker, you need to think about the rest of the control circuit. I’ve seen plenty of projects get derailed because all the focus was on the breaker itself, while these critical support components were treated as an afterthought. That's a recipe for headaches and potential safety hazards.
Here's what your shopping list should look like:
Control Power Transformer (CPT): This is what isolates your control circuit from the main power, stepping the voltage down to a much safer level. A classic rookie mistake is undersizing the CPT. The shunt coil itself doesn't draw much power once it's settled, but that initial inrush current when you hit the button is a whole different story. An undersized CPT will cause the voltage to sag, which can make the coil chatter or just plain fail to trip the breaker.
Fuses and Fuse Holders: Under UL 508A, you need fuses on both the primary and secondary sides of the CPT. We almost always reach for Class CC time-delay fuses for this. If you grab a fast-acting fuse by mistake, you’ll be chasing nuisance trips caused by the transformer's own inrush current.
Pilot Devices: This is whatever you're using as a trigger—an E-stop button, a relay contact from a fire alarm panel, or a PLC output. Just make sure the device's contacts are actually rated for the voltage and current you're running through them.
Control Wire: For wiring inside a control panel, 18 AWG MTW (Machine Tool Wire) is the gold standard. If your run has to leave the panel and go through conduit, you'll need to switch to THHN/THWN wire, sized correctly for the distance and load.
My Two Cents: Always, and I mean always, buy a CPT with a VA rating at least 25% bigger than your calculated continuous load. That little bit of buffer easily handles the inrush kick from the shunt coil and anything else on the circuit, saving you a world of trouble later.
Finally, you need a proper home for all these components. The enclosure you pick depends entirely on the environment. A simple NEMA 1 box is fine for a clean, dry control room, but you’ll need something like a NEMA 4X for a washdown area. If you want to dive deeper, you can learn more about picking the right types of electrical boxes to make sure your setup is protected and compliant.
With this bill of materials in hand, you're ready to build a circuit that’s not just functional, but robust and safe for the long haul.
Wiring Your Shunt Trip Circuit: A Practical Walkthrough
Alright, you’ve got your components picked out. Now it's time to put it all together and build a solid, reliable circuit. We're going to walk through a classic industrial setup: creating a dedicated control circuit to remotely trip a main breaker. The focus here is on getting the connections right and building in the safety checks that separate a professional job from a service call waiting to happen.
The whole process starts by creating a safe, isolated power source for your control logic. I always recommend tapping the line side of the main breaker to feed a dedicated Control Power Transformer (CPT). This is a critical detail because it ensures your control circuit stays electrically separate from the main power load and can still trip the breaker even if it's already open.
Building Your Control Power Source
First things first, find a good tap point on the incoming line-side conductors of the main breaker. This is non-negotiable. You need your control circuit to have power and be able to trip the breaker regardless of the breaker's own state. This tap is what will feed the primary side of your CPT.
Now, this isn't just about slapping on a couple of wires. You absolutely must install correctly rated primary fuses between that line-side tap and the CPT. Don't skip this. It’s a cornerstone of UL 508A compliance and is what protects that expensive transformer from any upstream faults.
Next up is the secondary side of the CPT. Just like the primary, this side needs its own fuse. In my experience, this secondary fuse is even more important because it’s what protects all your small-gauge control wiring and the delicate shunt trip coil from an overcurrent situation. A short in your control wiring shouldn't cause a fire; it should simply blow this fuse. That's the goal.
Wiring the Control Circuit Logic
With a clean, protected control power source ready to go, we can get into the "brains" of the operation. This is where we run the energized control wire through all your pilot devices—E-stops, sensors, alarm contacts—in series before it finally makes its way to the shunt trip coil.
The path is pretty straightforward when you break it down:
One leg from the CPT's secondary fuse heads out to the first pilot device, like an Emergency Stop button's normally closed contact.
The wire coming off that device then feeds the next device in the chain, maybe a normally open contact from a fire alarm relay.
You just keep daisy-chaining like this until you've looped through every device in your series.
The wire leaving that very last pilot device is the one you’ll land on one of the shunt trip coil terminals. To complete the circuit, the other shunt trip terminal connects directly back to the neutral or common side of your CPT's secondary. The beauty of this series setup is that any single device in the chain can open the circuit and fire that trip coil.
A Word of Warning: The shunt trip coil is built for a momentary jolt of power, nothing more. If you apply continuous voltage, you will burn it out, often in less than a second. Your control logic has to be designed to ensure that coil only gets energized for the split-second it takes to do its job.
It’s amazing to think how far we’ve come since Square D's QO breaker changed the game in 1955. These modern breakers have highly integrated safety mechanisms. The solenoid actuator is ganged right to the main breaker mechanism, ready to be triggered by a signal from a fire alarm or other device. In fact, UL 489 requires these breakers to prove their reliability by tripping at 135% of their rated current within an hour. You can read up on some of the history of these advancements over at Plant Engineering.
Landing the Final Connections
We're in the home stretch. The last step is to connect the control wires to the shunt trip accessory itself. On the breaker, you'll find two dedicated terminals, often marked "S1" and "S2" or clearly shown in the manufacturer's diagram. These are the only two spots your control circuit should touch.
Once your wires are landed, stop and do a final check. I can't stress this enough. Tug on every connection to make sure it's tight. Look for stray wire strands that could cause a short. Most importantly, verify your series logic is correct: all your E-stops and other "off" switches should be normally closed, while your "trip" signals (like a fire alarm) should use normally open contacts that close when activated. Taking a few extra minutes here will save you hours of frustrating troubleshooting later.
Navigating Safety Protocols and Code Compliance
Look, getting a circuit to work is one thing. Making it safe, reliable, and up to code? That's what separates the pros from the amateurs. This is where we move beyond just "making it work" and focus on making it right.
Sloppy work or ignoring these guidelines isn't just bad practice—it's a massive liability waiting to happen. When you're wiring a shunt trip breaker, two big players dictate how you do the job: the National Electrical Code (NEC) and UL 508A for industrial control panels.
Understanding Key NEC and UL 508A Rules
Think of the NEC as the rulebook for all electrical installations in the US. For what we're doing, NEC Article 725, which covers remote-control and signaling circuits, is your go-to reference. It spells out exactly how your control circuits need to be installed and protected.
If that shunt trip breaker is going into an industrial control panel, then UL 508A is your bible. This standard gets incredibly granular, detailing everything from how far apart components need to be for proper cooling to the minimum wire bending radius so you don't stress the terminals. And that clear, permanent labeling on every wire and component? Not a suggestion. It’s a hard requirement for a compliant panel.
A critical point from UL 508A is the absolute mandate for control circuit protection. This is precisely why we install primary and secondary fusing on the control power transformer. It’s not just a good idea; it’s a core safety requirement to protect everything downstream from a fault.
Prioritizing Practical On-the-Job Safety
Code books are essential, but what keeps you safe in the field is disciplined, hands-on procedure. Before you even think about putting your hands inside a panel, a strict Lockout/Tagout (LOTO) process must be followed. This is more than just flipping a breaker; it’s a formal system to guarantee that a machine is completely de-energized and can't be started up by accident.
Here's what that looks like in the real world:
Verify Zero Energy: Always use a properly rated multimeter to test for voltage at every single connection point before you touch anything. Never, ever just assume a breaker is off. That's a rookie mistake that can have serious consequences.
Use Insulated Tools: Your screwdrivers, wire strippers, and pliers should all be properly insulated. This is a crucial layer of defense against any stray voltage or overlooked energized parts.
The technology inside the breakers themselves has also come a long way in making our jobs safer. The move from old-school thermal-magnetic trip units to modern electronic ones was a huge leap forward. In fact, research between 1980 and 2000 showed an incredible 70% drop in common-cause failures for circuit breakers, especially in fail-to-open situations. You can learn more about the evolution of molded case circuit breakers to see how far we've come.
Knowing your gear is half the battle. To make sure you're starting with the right component for the job, check out our guide on correct circuit breaker sizing.
Testing and Troubleshooting Common Wiring Issues
A clean wiring job is a great start, but you're not done until you’ve proven the circuit is rock-solid. Commissioning is where you catch the small stuff before it becomes a big problem on the plant floor. This isn't a race; it's a methodical process to validate your work.
First things first: commission the control circuit with the main breaker locked out. After your LOTO is in place, go ahead and energize the control power transformer only. Grab your multimeter and confirm you’ve got the correct voltage on the secondary side of the CPT.
Next, trigger your pilot devices one by one. You should hear a distinct click from the shunt trip mechanism inside the breaker. That sound is your confirmation that the control logic works, all without sending a single amp downstream.
Once you’ve passed that bench test, it’s time for a live one. With the area clear, close the main breaker and send the trip signal. That breaker should open instantly. No hesitation.
Identifying and Solving Common Problems
Even the most careful installs can have hiccups. I’ve been on enough service calls to know that most issues boil down to a few common culprits. Knowing what to look for can turn a major headache into a quick fix.
The classic mistake? The breaker trips the second you try to close it. This is almost always a sign that the shunt trip coil is being continuously energized. This usually happens when a pilot device, like an E-stop button, is wired normally-open instead of normally-closed. That coil isn't built for continuous duty and will burn out fast. You need to fix that logic immediately.
Another common one is a breaker that just won't trip when commanded. Nine times out of ten, that points to an open circuit somewhere in your control wiring.
Field Tip: When a shunt trip circuit fails, start your diagnosis at the coil itself. A quick continuity check with a multimeter will tell you instantly if the coil has fried. If it ohms out okay, you know the problem is somewhere in your control wiring or power source.
When you're staring at a circuit that isn't behaving, it's easy to get tunnel vision. This table breaks down the most frequent issues I've seen in the field, pointing you directly to the likely cause and how to get it sorted out.
Symptom
Likely Cause
How to Fix
Breaker trips immediately upon closing
Shunt coil is continuously energized due to incorrect pilot device wiring (e.g., NO contact used instead of NC).
Correct the control circuit logic. Ensure pilot devices provide only a momentary signal to the coil upon activation.
Breaker fails to trip when commanded
1. Blown control fuse. 2. Open in the control wiring. 3. Faulty or burned-out shunt coil.
1. Check and replace the secondary fuse. 2. Check wiring continuity from the CPT through each pilot device. 3. Test coil for continuity; replace the shunt trip accessory if open.
Nuisance tripping
Control circuit voltage is unstable, or there are momentary voltage spikes from nearby inductive loads.
Ensure the CPT is properly sized and not overloaded. Consider adding a surge suppressor or control relay to buffer the shunt coil from noise.
Keep this diagnostic chart handy. Following a logical troubleshooting path saves time and prevents you from chasing ghosts in the machine.
Frequently Asked Questions About Shunt Trip Wiring
Even when you’ve got a solid set of drawings, questions always pop up out in the field. Let's dig into some of the most common things we hear from engineers and integrators wrestling with shunt trip breaker wiring.
Getting these little details right is what separates a safe, reliable installation from a future service call.
Can I Use Any Voltage For The Shunt Trip Coil?
Absolutely not. This is one of those things you have to get exactly right. The voltage rating on the shunt trip coil is a hard spec, not a friendly suggestion. These coils are precision-wound for a very specific voltage, like 120VAC or 24VDC.
If you hit it with too much voltage, you'll fry the coil in an instant—sometimes with a nice puff of smoke. If the voltage is too low, the coil just won't generate enough magnetic oomph to physically kick the trip mechanism.
Always, always double-check the manufacturer's data sheet. Your control power source has to be a perfect match.
What’s The Difference Between A Shunt Trip And An Undervoltage Release?
I see this one trip people up all the time, but the distinction is critical for safety. They're basically opposites in how they operate.
A shunt trip is an active device. It needs you to apply voltage to make the breaker trip. Think of it as a "push-to-trip" system. This makes it perfect for things like emergency stop circuits where you want a deliberate, positive action to shut things down.
An undervoltage release (UVR) is more of a passive, failsafe device. It needs a constant "hold-in" voltage to keep the breaker closed. The second that power disappears, it trips. This is your go-to for preventing equipment from unexpectedly restarting after a power outage, which could be a massive safety hazard.
The bottom line is this: a shunt trip gives you a commanded shutdown, while a UVR gives you an automatic shutdown when control power is lost. Choosing the right one is all about the safety requirements of your specific machine.
Is Fusing The Control Circuit Really Necessary?
Yes, and it’s completely non-negotiable. Fusing the control circuit is a mandatory safety requirement under both NEC Article 725 and UL 508A for industrial control panels. It’s there for two very important reasons.
First, it’s protecting the small-gauge control wiring itself from an overcurrent situation. A short circuit in a control wire without a fuse could easily cook the insulation and spark a fire. Second, it protects the delicate shunt trip coil. A fault condition could destroy that coil in a heartbeat.
A properly sized fuse on the secondary side of your control power transformer is your first and best line of defense. Don't skip it.
At E & I Sales, we live and breathe this stuff, designing and building reliable, code-compliant UL control panels for all kinds of industrial applications. If you need a hand specifying the right components or figuring out how to integrate a shunt trip circuit into your system, our team is here to help. Explore our custom control solutions at https://eandisales.com.