Sizing a circuit breaker correctly is the bedrock of any safe, reliable electrical system. It's what keeps your equipment protected without triggering frustrating and costly downtime.
The process is a careful balance—calculating load currents, factoring in continuous operation and punishing inrush spikes, and perfectly matching the breaker to the conductor's capacity. Get it right, and the system just works, safely and efficiently, for years. Get it wrong, and you’re looking at production halts, damaged equipment, or even catastrophic failure.
Why Precise Circuit Breaker Sizing Is So Critical
In high-stakes industrial environments, getting circuit breaker sizing right is far more than a box-ticking exercise. It's fundamental to your operational uptime, the longevity of your equipment, and ultimately, your bottom line. This isn't just about following the code; it's about engineering robust systems that perform flawlessly under pressure.
The consequences of a miscalculation can be severe. An undersized breaker, for example, will lead to constant nuisance tripping, interrupting the circuit even during normal operation. This translates directly into lost production, frustrated maintenance crews, and wasted hours chasing phantom electrical gremlins. Every one of those unnecessary trips chips away at profitability.
The Dangers of Oversizing
Oversizing, on the other hand, is a much more sinister problem. An oversized breaker simply won't trip when it's supposed to during an overcurrent event. This allows wires to dangerously overheat, creating a very real fire hazard.
It also leaves your expensive motors and control components completely exposed to damaging currents, leading to premature failure and unplanned capital expenses. In a worst-case scenario, it can be a key contributor to a devastating arc flash event.
The goal of sizing a circuit breaker isn't just to let the power flow—it's to stop it at the precise moment danger occurs. Think of it as the ultimate failsafe for your entire electrical system.
A Growing Industrial Challenge
The need for this level of precision has never been greater. As industrial demands have intensified, so has the global market for these critical devices. In 2018, the worldwide circuit breaker market was valued at USD 15.09 billion and is projected to skyrocket to USD 25.75 billion by 2026, all fueled by exploding electricity demand.
Worse yet, research shows that improper sizing contributes to 30% of all electrical downtime in factories—a statistic that really puts the financial stakes into perspective. For a closer look at these market trends, you can read the full report on global circuit breaker demand from Fortune Business Insights.
Beyond the initial design, ongoing vigilance is key to maintaining system integrity. Advanced diagnostics, for instance, are an indispensable tool for ensuring safety in electrical switchgear operations, where breakers play that vital protective role. From the first spec sheet to long-term maintenance, every decision you make impacts the safety and reliability of your entire operation.
Calculating Your Base Load and Continuous Current
Getting circuit protection right starts with one fundamental thing: knowing your load. Before you even glance at a circuit breaker catalog, you need a rock-solid, data-driven understanding of how much electricity your equipment is actually going to pull.
Mess this up, and I can almost guarantee you'll have problems, whether it's nuisance trips shutting down a line or a far more dangerous failure.
The first step is always to figure out the Full Load Amps (FLA) for every single device on the circuit. You'll find this number stamped on the equipment's nameplate, and it represents the absolute maximum current that device should draw. You need to add up the FLA for everything—motors, heaters, VFDs, power supplies, you name it—to get your total connected load.
Understanding Continuous vs. Non-Continuous Loads
Not all loads are the same in the eyes of the National Electrical Code (NEC). The code draws a hard line between continuous and non-continuous loads, and this distinction completely changes your math.
Continuous Load: This is any load you expect to run at its maximum current for three hours or more straight. Think of things like facility lighting, big process heaters, or always-on ventilation fans in an industrial plant.
Non-Continuous Load: This is everything else. Loads that cycle on and off, like convenience outlets, short-cycle conveyor motors, or other machinery that doesn't run flat-out for hours at a time.
This matters because continuous loads build up a ton of heat in wires and breakers. To keep things from getting dangerously hot, the NEC gives us a critical safety factor.
The NEC 125% Rule Explained
Here’s the key takeaway: NEC 210.19(A)(1) requires you to size the circuit and its breaker to handle 100% of the non-continuous load plus125% of the continuous load.
That 125% isn't just a random number. Standard thermal-magnetic circuit breakers are only rated to continuously handle 80% of their trip rating. The 125% sizing factor is simply the inverse of 80%, and it forces you to build in a buffer so you never exceed that 80% threshold.
It's a common point of confusion, but a standard 20-amp breaker isn't built to run at 20 amps for six hours. It's designed to handle 16 amps (80% of 20) indefinitely without overheating or degrading. The 125% rule just builds that physical limitation right into your design calculations.
Getting this right is non-negotiable. The consequences of poor breaker sizing are real, from lost production to fire hazards.
As you can see, undersizing causes constant tripping and downtime. Oversizing is even worse—it creates a serious fire risk by not protecting the wire. Correct sizing is the only option for a safe, reliable system.
A Practical Calculation Example
Let's walk through a typical industrial control panel scenario. You're sizing a breaker for a branch circuit with a mix of loads:
A 1,500-watt process heater (definitely Continuous)
A small control transformer with a 2A primary draw (Continuous)
A standard convenience outlet for occasional tool use (Non-Continuous)
First, we need everything in amps. On a 120V single-phase circuit, the math looks like this:
Heater FLA: 1500W / 120V = 12.5A (Continuous)
Transformer FLA:2A (Continuous)
Outlet FLA: The NEC considers a standard outlet 1.5A for these calculations (Non-Continuous)
Now, we apply the NEC factors to see what the circuit actually needs to handle. The table below breaks down how the 125% rule for continuous loads and the 100% rule for non-continuous loads are applied.
Continuous vs Non-Continuous Load Calculation Examples
Load Type
Nameplate FLA
NEC Factor
Calculated Load Amps
Process Heater (Continuous)
12.5 A
125%
15.63 A
Control Transformer (Continuous)
2.0 A
125%
2.50 A
Convenience Outlet (Non-Continuous)
1.5 A
100%
1.50 A
Adding these up, our total calculated load is 19.63 amps.
This means you must choose the next standard-size breaker above that value. A 20-amp circuit breaker is the correct and only safe choice here. A 15-amp breaker would trip constantly, and a 25-amp breaker would fail to protect the circuit wiring from overheating. This simple, methodical calculation is the foundation of a safe and compliant system.
Sizing a breaker for a simple, continuous load is one thing. But the real challenge begins when you start dealing with demanding, inductive loads.
Industrial motors are the classic example here, and they're one of the biggest headaches because of the massive inrush current they pull the instant they fire up.
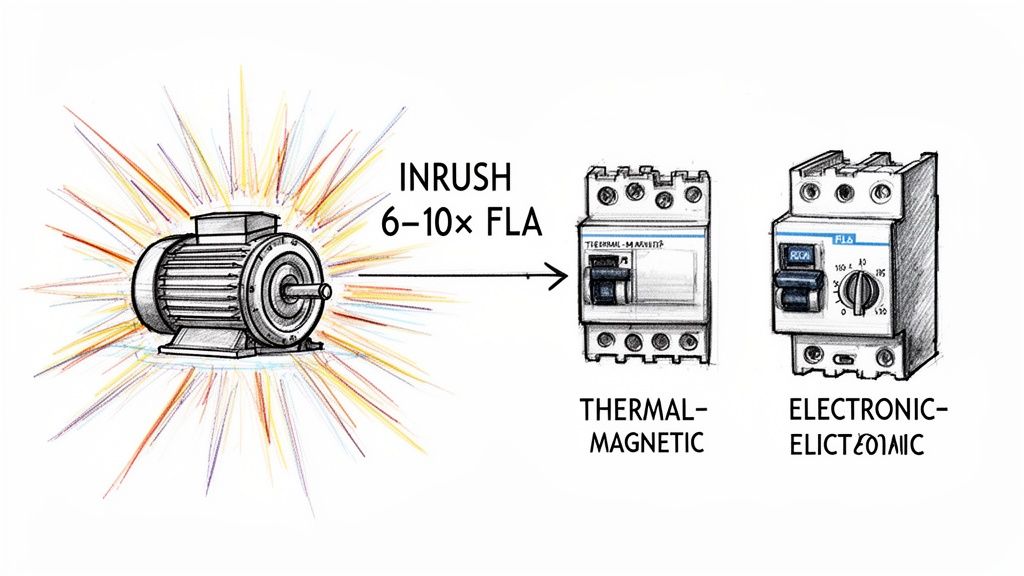
This initial surge can easily spike to 6 to 10 times the motor's normal Full Load Amps (FLA). Think about it: a 20-amp motor might momentarily draw 120 amps or more for a few critical seconds as it gets up to speed. A standard breaker sized for the 20-amp running load would see that as a catastrophic failure and trip immediately. The result? Nuisance tripping and frustrating production halts.
The trick is to find a breaker that can ride out this predictable startup surge without compromising its core job of protecting the circuit from a genuine fault. This is where understanding breaker trip characteristics becomes absolutely essential.
Choosing the Right Breaker Type for Motors
When you're dealing with motors, you quickly learn that not all circuit breakers are created equal. The two main players you'll be working with are thermal-magnetic and electronic trip breakers, and each has its place.
Thermal-Magnetic Breakers: These are the rugged workhorses you see everywhere. The "thermal" part is a bimetallic strip that heats up and trips on sustained overloads, while the "magnetic" part is an electromagnet that trips instantly on a short circuit. For motors, you need one with a specific trip curve—often called a "D-curve"—that's intentionally designed to ignore high inrush currents for a few moments.
Electronic Trip Breakers (Motor Circuit Protectors): These are the high-precision tools of the trade. They use current transformers and smart electronics to monitor the circuit, which gives you incredible control. You can dial in the exact trip settings for both long-time overloads and instantaneous faults, perfectly matching the breaker's response to a specific motor's startup profile.
A standard thermal-magnetic breaker can get the job done, but an electronic motor circuit protector gives you the fine-tuning you need for high-inertia loads or tricky applications. This level of control is also a huge part of learning how to properly size a motor starter, since the breaker and starter have to work together as a complete protection system.
Navigating NEC Article 430 for Motor Circuits
Thankfully, we have a rulebook for this. The National Electrical Code gives us specific guidance for motor circuits in Article 430. This section is your best friend, and it explicitly allows you to size a motor's short-circuit protection much higher than its running current.
NEC Table 430.52 lays out the maximum allowable percentage of the motor's FLA for an inverse-time circuit breaker. Depending on the motor, this can be as high as 250% of the FLA.
This feels wrong at first, doesn't it? Why put a 50-amp breaker on a motor that only draws 20 amps? Because the breaker isn't there for overload protection—that's the job of the overload relay in the motor starter. The breaker's primary role is to handle a dead short.
Let's walk through a quick example for a common 460V, 10 HP induction motor with an FLA of 14 amps:
Find the FLA: Per NEC Table 430.250, a 10 HP motor has an FLA of 14A.
Apply the Multiplier: Using NEC Table 430.52, the maximum rating for our inverse-time breaker is 250% of FLA.
Calculate Max Breaker Size: 14A x 2.50 = 35A.
Select the Breaker: You can use a standard breaker up to 35A. A 30A or 35A breaker is a common and compliant choice here, giving that motor plenty of breathing room during startup.
Other Demanding Industrial Loads
While motors are the star of the show, they aren't the only demanding loads you'll encounter. Transformers and Variable Frequency Drives (VFDs) also need special attention.
Transformers: These have their own magnetic inrush current when first energized. NEC Article 450 provides the sizing rules, typically allowing protection up to 125% of the primary current, with some exceptions letting you go as high as 250%.
VFDs: VFDs have a soft-start feature that smooths out motor inrush, but the drives themselves create their own inrush to charge up their internal capacitors. Always, always check the VFD manufacturer's manual. They will recommend a specific breaker type and size to protect the drive's sensitive electronics.
For the engineers and integrators out there, this means you have to match breaker trip ratings to those inrush currents—often 6-10 times the full load amps. Getting this wrong is a big reason for the 15-20% failure rate we see from undersized units in MV switchgear. It's a tough job, especially since many of these systems are in outdoor applications like oil & gas that demand weatherproof designs, while others need gas-insulated breakers for high-voltage reliability.
Matching Conductors with Breaker Ratings
A perfectly sized circuit breaker is worse than useless if the wire it's supposed to protect can't handle the current. In fact, it's downright dangerous. The breaker's fundamental job is to keep the conductor from overheating, and if the wire is too small for the breaker, you've just installed a fire hazard.
This relationship between the breaker and the wire is the final, critical piece of the puzzle. You've already calculated the load and accounted for any inrush, but none of that matters if you don't select a wire with an ampacity—its safe current-carrying capacity—that meets or exceeds the breaker's rating.
Using the NEC for Wire Ampacity
Your go-to resource here is NEC Table 310.16. This is where the code lays out the allowable ampacity for various gauges of copper and aluminum wire, based heavily on their insulation temperature rating. For most industrial work, you'll be looking at the 75°C and 90°C columns.
It's a common rookie mistake to just grab the 90°C value because it lets you use a smaller, cheaper wire. But hold on. NEC 110.14(C)(1) throws a wrench in that plan, stating that the entire circuit's temperature rating is limited by its weakest link. Most circuit breakers and terminal blocks are only rated for 75°C, which effectively makes the 75°C column your real-world limit.
A wire might have 90°C insulation, but if it lands on a 75°C breaker terminal, you must use the 75°C ampacity value. The connection point is the weakest link in the thermal chain, and the code forces you to design for it.
The Overlooked Impact of Derating Factors
Picking a wire size from the table is just the beginning. The real world of industrial facilities is rarely as neat as a codebook table. The NEC requires us to "derate," or reduce, a conductor's listed ampacity to account for two huge variables: ambient temperature and conduit fill.
These aren't suggestions; they're mandatory calculations for a safe, compliant installation.
Adjusting for Ambient Temperature
Many industrial spaces aren't sitting at a comfortable room temperature. A control panel in a hot warehouse or baking in the sun will operate far above the standard 30°C (86°F) baseline used in the NEC tables.
As wires get hotter, their ability to carry current safely drops. You'll need to turn to NEC Table 310.15(B)(1) for the correction factors. For example, a wire running through a space with an ambient temperature of 40°C (104°F) only keeps 88% of its listed ampacity. That small difference can easily bump you up to the next wire gauge. Our guide on voltage drop calculation formulas offers more context on how temperature affects electrical systems.
Adjusting for Conduit Fill
Another critical factor is how many current-carrying conductors you're pulling into a single conduit. Every wire generates heat, and when they're bundled together, that heat has nowhere to go.
NEC Table 310.15(C)(1) forces a reduction in ampacity as soon as you have more than three current-carrying conductors in a raceway. The penalties get steep, fast.
4-6 Conductors: Ampacity drops to 80%.
7-9 Conductors: Ampacity is cut to 70%.
10-20 Conductors: Ampacity is slashed to just 50%.
As you can see, this has a massive impact. Running ten conductors in one pipe literally cuts their effective capacity in half, forcing you into a much larger and more expensive wire to do the same job.
A Real-World Derating Example
Let's walk through a common scenario. You’ve determined a 40A circuit breaker is right for a motor load. You plan to run THHN copper wire in a conduit that already holds five other current-carrying conductors. To make things interesting, the facility is hot, with an ambient temperature of 45°C (113°F).
Pick a Starting Wire: Looking at NEC Table 310.16 (in the 75°C column), an 8 AWG copper wire is rated for 50A. On paper, that seems perfect.
Apply Temperature Derating: At 45°C, the NEC correction factor is 0.82. So, our wire's true ampacity is now 50A x 0.82 = 41A. Still looking good.
Apply Conduit Fill Derating: We have six total conductors, so the adjustment factor is 0.80. Now we calculate the final ampacity: 41A x 0.80 = 32.8A.
That 8 AWG wire is no longer sufficient. It can only safely carry 32.8A, yet it's being protected by a 40A breaker. That’s a code violation and a serious safety risk waiting to happen.
The only solution is to upsize the wire. A 6 AWG copper wire, with its base ampacity of 65A, would be the right call here, as its final derated value would still land safely above the 40A breaker rating.
Verifying Short Circuit and Interrupting Ratings
You’ve done the hard work. You’ve calculated your loads, wrestled with motor inrush, and meticulously derated your conductors. But there’s one final, absolutely critical safety check that separates a reliable system from a catastrophic failure waiting to happen.
We need to talk about what happens when things go really wrong—during a dead short.
This is where two of the most important terms in electrical safety come into play: Ampere Interrupting Capacity (AIC) and Short Circuit Current Rating (SCCR). These ratings aren't about normal operation; they are all about a component's ability to survive a worst-case scenario.
AIC vs. SCCR: What's the Difference?
It's easy to get these terms mixed up, but they represent two sides of the same safety coin. Getting the distinction right is fundamental.
Ampere Interrupting Capacity (AIC): This rating applies specifically to overcurrent protective devices like circuit breakers and fuses. Think of it as the maximum fault current a breaker can safely interrupt without exploding or welding its contacts shut.
Short Circuit Current Rating (SCCR): This is a broader rating that applies to an entire assembly, like a UL508A control panel, or to individual components like terminal blocks and contactors. It’s the maximum fault current the component or assembly can withstand without causing a fire or shock hazard.
The core principle is simple but completely non-negotiable: your circuit breaker’s AIC rating must be greater than or equal to the available fault current where it's installed.
Think of it this way: if a pipe in your house can only handle 100 PSI, you wouldn't connect it to a city water main pumping out 150 PSI. The same logic applies here. Installing a breaker with a 10,000A AIC rating in a location where 22,000A of fault current is available is a recipe for disaster.
Estimating Available Fault Current
Calculating the precise available fault current at every point in a large facility is a complex engineering task. Luckily, for most control panel and equipment applications, you can use a simplified, conservative approach to ensure safety.
The rule of thumb is that fault current is always highest closest to the power source (the utility transformer) and decreases as you move downstream.
Imagine a large manufacturing plant. The main switchgear right after the utility transformer might see an available fault current of 65,000 amps (65kA). This means the main breaker in that panel must have an AIC rating of at least 65kA.
Now, picture a small motor control panel located 200 feet away, fed by a long run of smaller wire. The impedance of that wire will naturally limit the fault current. At that downstream panel, the available fault current might only be 18,000 amps (18kA). In this spot, a standard breaker with a 22kA AIC rating would be perfectly safe and compliant.
For anyone specifying equipment, a key piece of information you need from the end-user or facility manager is the available fault current at the point of connection. Without it, you're just guessing.
Coordinating SCCR in UL508A Panels
This concept gets really important when you're designing custom control panels. According to UL508A standards, the entire panel assembly gets an overall SCCR, and that rating is limited by the lowest-rated component in the entire power circuit.
You could have a main breaker with a 65kA AIC rating, but if you install a power distribution block rated for only 10kA, the entire panel’s SCCR is now just 10kA. For a deeper look at specific components, exploring options from a reputable ABB circuit breaker distributor can show you what's possible with high-rated components.
This is why coordination is everything. Every single component in the path of a potential fault—from the main breaker to contactors, terminal blocks, and overload relays—must have an SCCR that meets or exceeds the required rating for the panel. Verifying these ratings is the final step that ensures your carefully sized system doesn't just work, but fails safely.
Common Questions on Sizing Circuit Breakers
Even when you have the fundamentals down cold, real-world projects have a way of throwing curveballs. Sizing circuit breakers means you're constantly juggling codes, equipment quirks, and the specific demands of the application. Let's dig into some of the most common questions and hang-ups that pop up in industrial settings.
Think of these as the bridge between theory and what actually happens on the plant floor. Getting these right is how you build a system that's not just compliant, but genuinely reliable.
What Is the Difference Between a Standard and a 100% Rated Breaker
This question comes up all the time, and the answer really boils down to heat. A standard thermal-magnetic circuit breaker isn't built to run at its nameplate rating forever. It's actually designed to handle only 80% of its rated current on a continuous basis—that's why we have the 125% sizing rule for continuous loads. If you try to run a standard breaker at its full rating for more than three hours, it's going to get hot and trip.
A 100% rated circuit breaker is a different beast. It's built with components that can handle and dissipate the heat from carrying its full rated current indefinitely, and it goes through much tougher testing to prove it.
So, when would you use one? They're often specified for tight spots, like a packed control panel where every bit of space counts and getting rid of heat is a challenge. But it's not a simple swap. To use a 100% rated breaker correctly, the conductors connected to it must also be sized for 100% of the load using their 90°C ampacity, and you have to use lugs that are specifically rated for that higher temperature.
Can I Just Use a Larger Breaker if Mine Keeps Tripping
Let's be blunt: absolutely not. A frequently tripping breaker is a warning sign, not an annoyance. Swapping it for a bigger one is like yanking the battery out of a smoke detector because the alarm is loud. You’re silencing the warning and creating a much, much bigger risk.
The breaker is sized to protect the wire. When you install a bigger breaker, you’re giving it permission to let more current flow through the wire than it can safely handle. That wire can quickly turn into a fire-starting heating element inside your wall.
Instead of reaching for a larger breaker, put on your detective hat. A tripping breaker is telling you something is wrong. The culprit is usually one of these:
An Overloaded Circuit: You’re simply trying to run too much equipment on one circuit.
A Failing Component: A motor with bad bearings, for instance, will draw more and more current until something gives.
Incorrect Initial Sizing: It's possible the original design didn't properly account for inrush currents or the true continuous load.
Figuring out the why is everything. If you're dealing with nuisance tripping, it's critical to understand the common reasons for Why Your Circuit Breaker Keeps Tripping before you can safely solve the problem.
How Does a Variable Frequency Drive Change Breaker Sizing
Variable Frequency Drives (VFDs) throw a wrench in the standard motor protection playbook. In one sense, they make life easier. The VFD's soft-start capability gets rid of that massive inrush current from the motor, which means you don't have to oversize the breaker to 250% just to get the motor started.
But VFDs bring their own baggage to the party. The drive itself has an inrush current when it first powers on to charge its internal capacitors. More importantly, the drive is full of sensitive electronics that need their own special kind of protection.
Because of this, you should always follow the VFD manufacturer's specific guidelines for the upstream breaker. The VFD manual will tell you exactly what you need—usually a specific thermal-magnetic breaker or fuse class and a maximum size. This protection isn't really for the motor anymore; it's about protecting the expensive VFD from short circuits and other faults.
At E & I Sales, we bring decades of hands-on experience to every project, from supplying the right components to designing and building custom UL-listed control panels. If you need a partner who understands the nuances of industrial motor control and circuit protection, we're here to help you get it right the first time. Visit us at https://eandisales.com to learn more.
At their core, the difference between a contactor and a relay comes down to muscle versus finesse. A contactor is the heavy-duty switch you need for brawny, high-current loads like electric motors and industrial lighting. A relay, on the other hand, is a precision switch built for delicate, low-current control signals and logic circuits. Your choice hinges on a simple question: are you switching serious power or just controlling information?
Understanding The Key Differences
While both devices use the same electromagnetic principle—a coil closing a set of contacts—they are fundamentally engineered for completely different jobs. You can think of a contactor as a super-sized, beefed-up relay, built with rugged features to safely handle the immense electrical stresses that come with industrial equipment. In contrast, a relay’s design is all about speed, precision, and low power draw for signal-level switching.
The distinction is absolutely critical when you're dealing with inductive loads like motors. When a motor starts, it draws a massive inrush of current, often 6 to 8 times its normal running load. A contactor is specifically designed to take that punch without its contacts welding themselves shut.
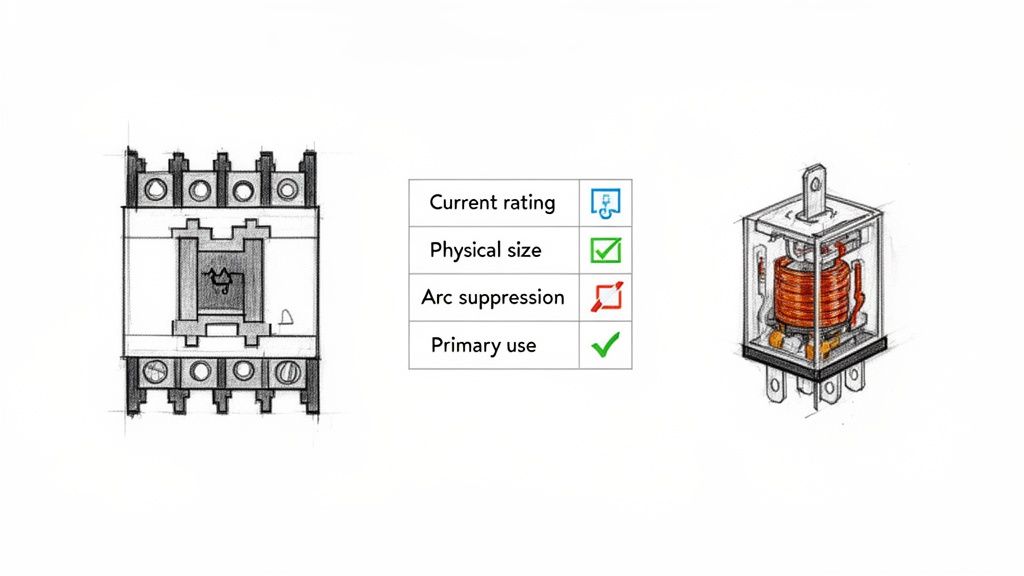
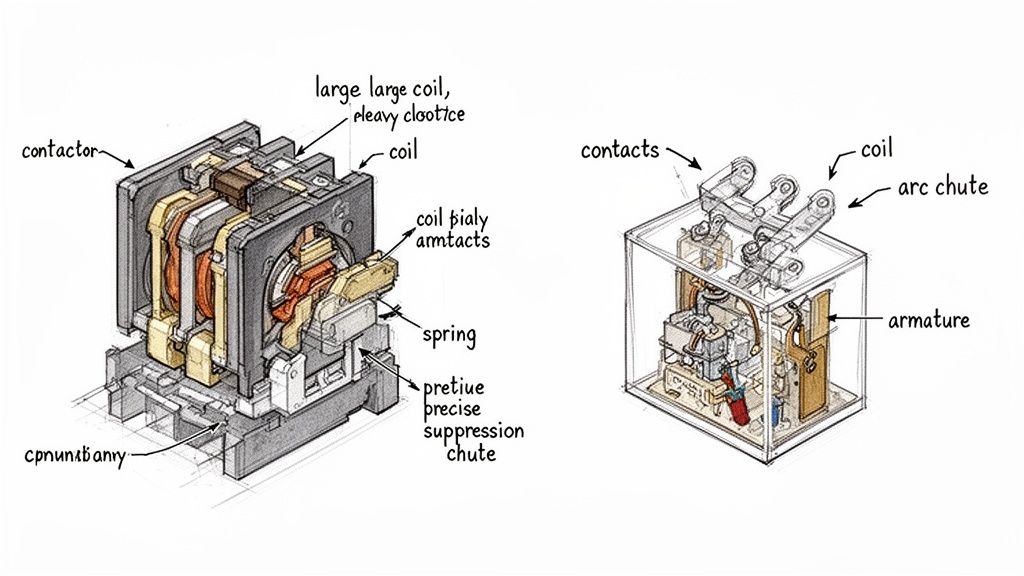
More importantly, it has built-in safety features like arc suppression chutes. These are essential for extinguishing the powerful electrical arc that forms when you try to break a high-current circuit—a feature you simply won't find on a standard relay.
Trying to use a relay where a contactor is needed is a recipe for catastrophic failure. It's a major safety risk and a surefire way to destroy your equipment. On the flip side, using a bulky contactor for a tiny control signal is just overkill—inefficient and unnecessarily expensive. Getting this right is the first step in building a control system that is safe, reliable, and cost-effective.
Quick Comparison Contactor vs Relay At a Glance
For a quick side-by-side view, this table breaks down the main differences between contactors and relays across the most important characteristics. It's a handy reference for seeing where each device shines.
Switching low-power control signals (PLC outputs, logic)
Physical Size
Large and robust
Small and compact
Arc Suppression
Yes, built-in arc chutes are standard
No, not designed for high-current arcing
Safety Features
Designed for high fault currents and safety
Designed for signal isolation and control logic
Contact Type
Normally Open (NO) is standard for power
Both Normally Open (NO) and Normally Closed (NC) are common
Cost
Higher
Lower
Ultimately, this table reinforces the core idea: contactors are built for power, and relays are built for control. Knowing when to use which is fundamental to sound electrical design.
Exploring The Design and Operating Principles
To really get the difference between a contactor and a relay, you have to look past the fact they both use an electromagnet and dive into how they're built. At a high level, sure, they both use a small electrical signal to switch a bigger one. But crack them open, and you see two totally different philosophies at work.
A contactor is a brute—a fortress built to handle serious power. A relay, on the other hand, is a precision instrument, designed for logic and control. The internal guts of each device tell the whole story.
Contactor Construction: Built for Power and Safety
Every piece inside a contactor is beefed up for one reason: survival. The coil is bigger and needs more juice to create a magnetic field strong enough to slam those heavy contacts shut. This powerful action has to overcome some seriously stiff return springs, which are there to make sure the contacts snap open decisively the moment you kill the power. No hesitation.
But the real game-changer is how a contactor handles arc suppression. When you try to break a high-current circuit—especially one feeding a motor—a violent electrical arc jumps across the contacts as they separate. This arc is destructive. To kill it, contactors are armed with a few key features:
Arc Chutes: These are special chambers built around the contacts. They are designed to contain, stretch, cool, and ultimately extinguish the arc before it can weld the contacts shut or start a fire.
Double-Break Contacts: Instead of one big arc, this design creates two smaller, more manageable arcs. It’s a clever way to divide and conquer the electrical energy, making it much easier to snuff out.
Think of a contactor's arc suppression system as its most critical safety feature. It's not just a nice-to-have; it's the core engineering that lets it survive the punishing job of switching heavy, inductive loads day in and day out.
This heavy-duty design is precisely why a contactor can handle the massive 600% to 800% inrush current from a motor starting up and then safely disconnect that power thousands of times over its lifespan.
Relay Design: Optimized for Logic and Precision
Now, look inside a relay. It’s a completely different world. A relay is a model of efficiency, built for finesse in low-power control circuits. We're talking currents typically under 10 amps and much lower voltages. Everything is smaller and more delicate.
The coil is tiny and sips power—often just a few milliwatts—which is perfect for being controlled directly by a PLC or a sensitive electronic circuit. The contacts are small, made from materials that prioritize clean signal transmission, not brute force current handling.
Since relays are only switching small amounts of energy, they don't have to worry about the massive, destructive arcs that contactors face. That means no need for bulky arc chutes or heavy-duty springs. The entire design is focused on being fast, reliable for millions of cycles, and compact enough to cram onto a crowded DIN rail in a control cabinet. For a good look at how these control signals are separated from the main power, you can check out a wiring diagram for lighting contactors.
Ultimately, form follows function. The guts of a contactor—its big coil, heavy springs, and arc chutes—are non-negotiable for safely controlling power. The relay’s minimalist, precise build is perfectly tailored for its job as a signal-level traffic cop. One look inside tells you exactly what each tool was made for.
When you get past the design theory and start looking at the spec sheet, the differences between a contactor and a relay become impossible to ignore. These electrical ratings aren't just abstract numbers; they define the absolute operational limits of each device and tell you exactly where it can be installed safely and reliably.
The biggest distinction, hands down, comes down to the contact ratings—the maximum current and voltage the contacts can actually switch. This one factor tells you almost everything you need to know.
A small, compact relay you might find on a PLC output card could be rated for 5 amps at 240VAC. In stark contrast, a standard industrial contactor for a 25-horsepower three-phase motor will likely be rated for 40 amps at 480VAC. The contactor's entire purpose is built around its ability to handle this kind of power.
Contact Ratings Under Inductive Loads
The real test, however, is switching inductive loads like motors. When a motor kicks on, its inrush current can spike to 6 to 8 times its normal full-load amperage (FLA). A relay rated for 10 amps would be destroyed instantly by the 150-amp inrush from even a small motor. Its contacts would weld themselves shut on the very first try.
This is exactly the kind of abuse contactors are built for. They are often given an AC-3 utilization category rating (an IEC standard), which is a specific certification for starting and stopping squirrel-cage motors. This rating is a guarantee that the contactor can handle the massive inrush current and safely break the locked-rotor current over and over again without failing.
The true value of a contactor is its brute-force ability to survive the punishing cycle of starting and stopping motors. Its heavy-duty contacts and arc suppression systems are engineered to manage electrical stresses that would vaporize a relay in a single operation.
This ruggedness is what maintenance managers count on to minimize downtime and what machine builders rely on to standardize components that they know won't fail in the field.
Coil Characteristics and Control Voltage
Looking at the control side of these components also reveals some key differences. The coil is what gets the signal to actually flip the switch.
Relay Coils: These are designed to sip power, often drawing just a few milliamps at common control voltages like 24VDC. Their efficiency is what allows them to be driven directly from sensitive electronics, like PLC output cards, without any extra hardware.
Contactor Coils: Because they have to slam heavy-duty contacts shut against powerful springs, contactor coils need a lot more juice. You'll find them in a wide range of voltages—24VDC, 120VAC, and 240VAC—to fit into just about any industrial control panel.
That higher power draw from a contactor coil is a practical detail you can't overlook. Sometimes, you'll need to use a small "interposing" relay just to switch the power for the contactor coil, especially if the main control signal from a PLC can't supply enough current on its own.
Switching Capacity and Market Significance
At the end of the day, it's the raw power-handling capacity that truly separates these two. In the world of industrial motor control, contactors are the undisputed heavyweights, a market dominated by major players in electric motors and controls. The global contactor market was valued at USD 1 billion in 2024 and is expected to keep growing, thanks to the relentless push for automation in factories, commercial buildings, and even homes.
This growth underscores the contactor's vital role in running everything from motors and HVAC systems to large-scale lighting and renewable energy systems. These devices can switch loads up to thousands of amps and hundreds of kilowatts—a completely different league from relays, which are typically kept to signaling tasks under 20 amps. For a deeper dive, you can check out recent contactor market growth analysis from industry reports.
This massive gap in switching capacity makes their roles mutually exclusive. A relay is perfect for turning on an indicator light or activating a small solenoid valve. But for a conveyor belt motor or a large industrial heater, a contactor is the only safe and reliable choice. Using a relay in a high-power circuit isn't just a design mistake; it's a serious safety hazard that will lead to catastrophic equipment failure.
Choosing The Right Component for Your Application
Knowing the technical specs is one thing, but making the right call in a complex industrial environment is where the real expertise comes in. The choice between a contactor and a relay isn't just about voltage or amperage ratings; it's about understanding the nature of the load and the demands of the system you're building or maintaining.
A good rule of thumb to start with is this: if you're switching a significant power load, especially an inductive one like a motor, a contactor should be your default choice. For low-power control signals, logic circuits, or small resistive loads, a relay is almost always the smarter, more efficient option. Getting this wrong isn't just inefficient—it's a fast track to premature component failure and serious safety hazards.
When to Specify a Contactor
Contactors are the heavy-duty workhorses of industrial power. They are engineered from the ground up for durability and safety under immense electrical stress. Their beefy construction and built-in arc suppression features make them the only real choice for demanding, high-current jobs.
You should always be reaching for a contactor in these classic industrial scenarios:
Motor Control Centers (MCCs): This is the bread-and-butter application. A contactor is the heart of a motor starter, built to handle the brutal inrush current of three-phase motors that run conveyors, pumps, and heavy machinery. To see how they fit into the complete assembly, check out our guide on what a motor starter is and does.
Large HVAC Systems: Think commercial and industrial systems. The powerful compressors, massive fans, and heavy heating elements in these units require contactors to reliably switch high-amperage loads, often through millions of cycles.
Industrial Heating Elements: Large-scale industrial ovens, furnaces, and process heaters draw an enormous amount of current. A contactor provides the raw switching capacity needed to control these resistive loads safely without contacts welding shut or overheating.
Heavy-Duty Lighting Circuits: When you need to control entire banks of high-wattage lights in a warehouse, stadium, or parking lot from a single point, a contactor is the tool for the job. It’s built to handle the significant inrush current that these lighting arrays produce.
When a Relay Is the Right Choice
Relays bring precision and efficiency to control-level circuits. Their compact size, low power consumption, and quick switching speeds make them perfect for tasks where finesse is more valuable than brute force. Think of them as the nervous system of an automation panel, translating low-power digital commands into real-world actions.
A relay is your best bet for applications like these:
PLC Control Logic Isolation: Relays are often used as "interposing" devices. They sit between a PLC's sensitive, expensive digital output card and the field device it needs to control, isolating the PLC from damaging voltage spikes or feedback.
Interlocking Safety Circuits: In safety systems, relays are essential for creating logic that prevents dangerous situations. For example, a relay can ensure a machine guard is securely closed before allowing a motor to start.
Switching Small Devices: Relays are perfectly suited for activating low-power components like solenoid valves, indicator lights on a control panel, small cooling fans, or audible alarms.
The decision between a contactor and a relay is a direct reflection of the application's demands. A high-cycle conveyor system needs the durability of a contactor, while a simple alarm panel requires the low-power precision of a relay. Matching the component to the task is fundamental for operational reliability.
Looking at market trends, you can see these distinct roles reflected in the numbers. The global contactor and relay market is projected to grow from USD 3.5 billion in 2024 to USD 6.5 billion by 2033, with a big push from industrialization in the Asia-Pacific region.
This data shows a clear divide: contactors are dominating in high-power projects like MV switchgear and EV charging infrastructure, while relays are the go-to for signal-level applications in aviation and telecom. You can discover more insights on the contactor and relay market trends to see this evolution. By understanding these specific roles, you can build systems that are not just functional but also safe, efficient, and cost-effective.
Lifespan, Standards, and Why Safety Can't Be Ignored
In any industrial plant, reliability isn't just a goal—it's a requirement. When a component fails, you’re looking at expensive downtime and potentially dangerous situations. This is where the conversation about contactors versus relays gets serious, moving beyond simple specs to operational lifespan and safety standards. These numbers aren't just for data sheets; they directly inform your total cost of ownership and your entire preventive maintenance strategy.
The core difference in their construction dictates how long they last and under what conditions. Contactors are engineered for the long haul, built to withstand heavy electrical and mechanical abuse. Relays, on the other hand, are designed for a high volume of switching cycles, but only with lighter loads.
Mechanical vs. Electrical Lifespan: What Really Matters
When you see a "lifespan" number, you need to ask: is that mechanical or electrical? It’s a critical distinction.
Mechanical lifespan is the number of times a device can switch with no power running through it. Think of it as a stress test for the moving parts. Electrical lifespan measures how many cycles it can handle while switching its fully rated load, which is the true test of its real-world durability.
Contactors: These brutes often have a mechanical lifespan of 10 to 20 million cycles. But the real story is their electrical lifespan, which can exceed 1 million cycles even under a full AC-3 motor load.
Relays: They look impressive on paper with a mechanical lifespan that can top 50 million cycles. Dig deeper, though, and you’ll find their electrical lifespan, even at their much lower rated current, is often between 100,000 and 500,000 cycles.
This is a huge deal. A contactor's ability to break a heavy, angry inductive load over a million times is a direct result of its tough build and integrated arc suppression. That kind of durability means more uptime and fewer component swaps in your most important machinery. To get a better handle on this, it helps to understand the fundamentals of the protection of motors in these demanding environments.
The Critical Role of Safety Standards in Your Choice
Picking the right component isn't just a performance decision; it's a matter of safety and compliance. Major standards from Underwriters Laboratories (UL) and the International Electrotechnical Commission (IEC) set the rules for a reason. Ignoring them can lead to fried equipment, serious safety risks, and failing an inspection.
History and hard data have proven the superiority of contactors in industrial applications, which is a key factor for anyone building custom UL control panels. Contactors, which have been around since the early 1900s, are built to manage currents from 10A all the way up to 5000A, with a typical lifespan of 1 to 10 million cycles. Relays are in a different league, usually handling 5-10A with a lifespan of 100,000 to 1 million cycles. The presence of arc chutes in contactors is a game-changing safety feature, allowing them to safely switch high voltages and reducing failures by 30-50% in harsh settings where a relay’s contacts would be prone to welding shut.
When you're designing a control panel, following standards like UL 508A isn't optional—it's mandatory for certification and safety. This standard explicitly guides component selection based on the load, ensuring a robust device like a contactor is used for motor control where its safety features are absolutely essential.
A few key standards you should always have on your radar:
UL 508 (Industrial Control Equipment): This is the bible for North American industrial control panels, covering components like contactors, motor starters, and relays.
IEC 60947 (Low-Voltage Switchgear and Controlgear): The international equivalent, with specific sections for different devices. For instance, IEC 60947-4-1 lays out the requirements for contactors.
Choosing a component certified to these standards means it's been through rigorous testing and has the built-in safety mechanisms for its intended job. Ultimately, the choice between a contactor and a relay isn't just technical—it's a critical safety decision.
A Practical Selection Checklist
Trying to decide between a contactor and a relay? It all comes down to asking the right questions. Getting this choice right is about more than just making the circuit work—it’s about building a system that’s safe, reliable, and up to code. This checklist boils down the key differences into a straightforward framework to help you make the right call.
If you work through these questions logically, you’ll be able to specify the right component for the job, every time. The process starts with the most critical factor—the load itself—before moving on to other important details like your control logic and how the system will be used day-to-day.
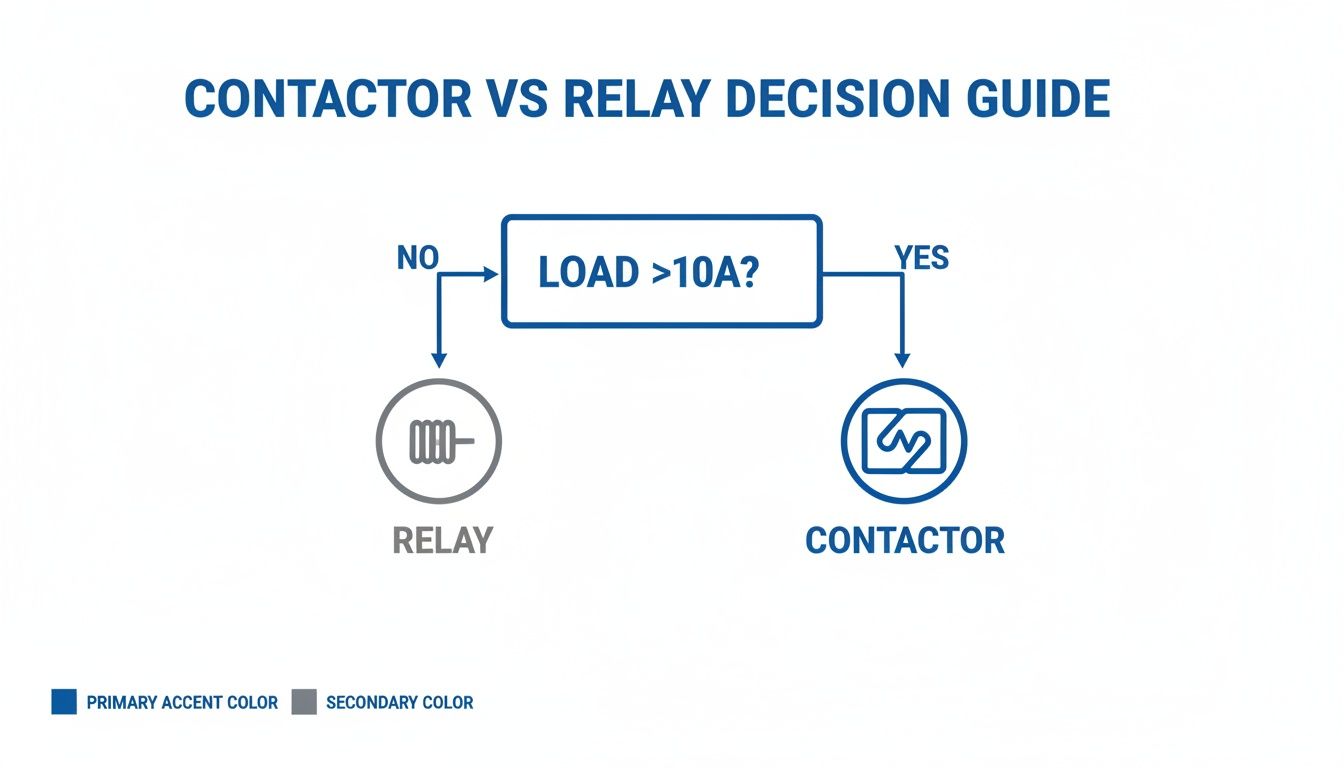
This simple chart gets right to the heart of the matter.
As you can see, that 10-amp line is the first major fork in the road. It immediately points you toward a contactor for power switching and a relay for control signals.
Load Characteristics
The nature of the electrical load is, without a doubt, the most important piece of the puzzle. Answering these two questions will narrow down your options fast.
What’s the full-load amperage (FLA)? If the steady current draw is over 10A, a contactor is almost certainly the answer. Relays are best kept to loads comfortably below that mark.
Is the load inductive or resistive? Inductive loads—think motors, transformers, or solenoids—are tough on switching components. They create huge inrush currents and nasty electrical arcs. Contactors are built for this abuse, with features like arc suppression. Relays, on the other hand, are much happier switching simple resistive loads like heaters or lights.
You can think of this choice as a risk assessment. A contactor is engineered to handle the risks that come with switching powerful, inductive loads. A relay is built for the low-risk world of signal-level logic. Using the wrong one is an open invitation to equipment failure and serious safety hazards.
System and Control Requirements
Beyond the load, you need to think about how this component fits into the bigger picture of your control system.
What control voltage is available? Make sure the coil voltage of your device (whether it's 24VDC, 120VAC, etc.) matches the output from your PLC or whatever is driving it. Contactor coils generally need more power to pull in than relay coils, which sometimes means you’ll need a small interposing relay just to activate the contactor.
Do you need auxiliary contacts for feedback? If your control logic needs to confirm that a motor has actually started, or if you need a signal for a safety interlock, you’ll want a contactor. They are designed with built-in or add-on auxiliary contacts specifically for this kind of feedback. While a standard relay might have multiple contacts (Form C), they aren't meant for feeding status back from a power circuit.
Operational Demands
Finally, look at the long-term operational needs to make sure the component you choose will last.
How often will it be switching? For high-cycle applications that are turning on and off many times per minute, the heavy-duty mechanical construction of a contactor is a must if you want it to have a long service life.
What’s the required electrical lifespan? Always check the manufacturer’s datasheet for the electrical life rating at your specific load current. A contactor is designed to survive over a million cycles switching a heavy motor, a number that a relay would never come close to in the same high-stress job.
Answering Your Lingering Questions
Even after laying out the core differences, a few common questions always pop up when it's time to apply these components in the real world. Let's tackle some of the most frequent ones to clear up any confusion and give you some practical answers for your next project.
Can I Use a Contactor Instead of a Relay?
Technically, yes. You could use a contactor to switch a tiny load that a relay would normally handle. But you really shouldn't.
It’s almost always a bad idea. The contactor will be bigger, cost more, and its coil will pull way more power than a relay's coil ever would. While it's a safe substitution, it’s not an efficient one. Using a contactor where a relay belongs is a classic case of over-engineering the solution.
What Happens If I Use a Relay to Control a Motor?
This is where things get dangerous. Putting a standard relay on a motor is a recipe for catastrophic failure, guaranteed. A relay's contacts just aren't built for the massive inrush current a motor draws at startup—often 6 to 8 times its normal running amps.
That huge surge of current creates a powerful arc that will instantly weld the relay contacts together. When that happens, you've created a nightmare scenario where the motor can't be shut off, putting both your equipment and your team at serious risk.
Never, ever substitute a relay for a contactor in a motor circuit. The lack of arc suppression and the wrong contact material will cause an immediate and unsafe failure. This is the critical difference between these two components.
What Are Auxiliary Contacts on a Contactor Used For?
Auxiliary contacts are the contactor’s sidekick. They are smaller, low-power contacts that are physically linked to the main power contacts but are electrically separate. They open and close right along with the main contacts, but they're strictly for control logic, not for switching the heavy load.
You'll see them used for a few key jobs:
Status Feedback: Sending a signal to a PLC to confirm that the contactor has pulled in and the motor is actually running.
Safety Interlocks: Preventing another contactor from turning on at the same time, like in a forward/reverse motor starter.
Indicator Lights: Lighting up a lamp on a control panel to give operators a visual cue about the machine's status.
Are There Smart Contactors and Relays?
Absolutely. Intelligent versions of both have been making their way into modern industrial setups. Smart contactors, in particular, are becoming a staple in Industry 4.0 applications. They often come with built-in electronic overload protection, communication protocols like EtherNet/IP, and diagnostic capabilities that monitor current and temperature for predictive maintenance.
While you can find smart relays with advanced timing and logic functions, the push towards integrated intelligence is much stronger with contactors. It makes sense—they're protecting high-value assets like motors, so the extra insight is well worth it.
For over 50 years, E & I Sales has been the trusted partner for industrial system integrators, plant managers, and OEMs, providing not just components but complete, reliable solutions. From premium electric motors to custom-engineered UL control panels, we ensure your operations are safe, efficient, and built to last. Partner with us to standardize your equipment and accelerate your projects with confidence. Learn more about our expertise at https://eandisales.com.
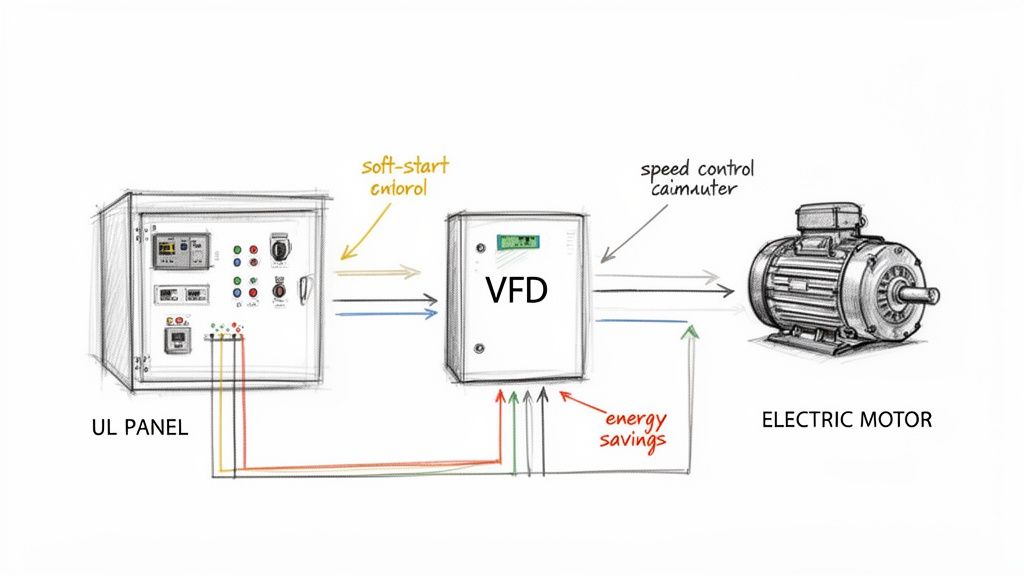
Think of it less like an on/off switch and more like the accelerator pedal for an industrial motor. Instead of just slamming the motor on or off, a VSD (often called a variable frequency drive, or VFD) gives you precise, granular control by adjusting the electrical frequency and voltage feeding the motor.
It’s the key to unlocking a whole new level of efficiency and control in modern industry.
Why VSDs are a Game-Changer
Picture this: you have a massive industrial fan, and your only control is a simple switch. It's either off or running at 100% power—no in-between. This all-or-nothing approach is incredibly wasteful and puts a ton of mechanical stress on your equipment every single time it lurches into action.
Now, imagine having that accelerator pedal. You can gently ramp up the speed, dial it in to the exact level needed for the job, and then smoothly ramp it down. That’s the power a VSD brings to the table.
For plant engineers, OEMs, and system integrators, a VSD isn't just another piece of hardware. It's a strategic tool for solving some of the biggest operational headaches. They are absolutely essential for:
Dialing in Performance: VSDs let you match motor speed perfectly to the process demand, giving you unmatched control over applications like pumps, fans, and conveyors.
Slashing Energy Costs: Why run a motor at full blast and then use a valve to choke the flow? It's like flooring the gas in your car while riding the brake. A VSD simply slows the motor down, resulting in massive energy savings.
Making Equipment Last Longer: That jarring, across-the-line start is brutal on machinery. A VSD’s "soft start" capability eliminates that mechanical shock, reducing wear and tear on belts, gears, and bearings.
A VSD changes equipment speed to provide the torque-energy input needed to supply the hydraulic-energy output to the process. The most efficient means of flow manipulation is pump-speed adjustment, which reduces pressure imparted to the fluid and, in return, reduces power consumption.
A Market Driven by Smarter Operations
Adopting VSDs isn't just a trend; it's a fundamental shift in how industries think about motor control. The global VFD market hit USD 28.38 billion in 2024, a clear sign of just how vital this technology has become in manufacturing, HVAC, and material handling.
And it’s not slowing down. That market is expected to climb to USD 39.67 billion by 2030, all thanks to the relentless push for better energy efficiency and lower operating costs.
With over 300 million motors running in industrial settings worldwide, the potential for improvement is staggering. For anyone involved in industrial capital projects, understanding this technology is no longer optional—it's how you stay competitive. You can read the full research about VFD market growth to see the numbers for yourself. This is about more than just a component; it's about a smarter, leaner way to power your operations.
How a Variable Speed Drive Actually Works
So, how does one of these drives actually get the job done? While the inner workings involve some pretty complex electronics, the core concept is refreshingly simple.
Think of a VSD as a power conditioning expert for your motor. It takes the raw, fixed "one-size-fits-all" power from the utility grid and meticulously reshapes it into the perfect, custom-tailored power your motor needs to run at any given speed.
This whole transformation happens in three key stages. Let's imagine you're managing a water supply: the AC power coming in is like a wild, unpredictable river, but your motor needs a perfectly steady and controlled flow to work right. The VSD is the sophisticated dam and valve system that tames that river.
Stage 1: The Rectifier – Taming the Current
First up, the incoming power hits the rectifier. Its only job is to take the alternating current (AC) from the grid and convert it into direct current (DC). In our water analogy, the rectifier is like a dam with a series of one-way gates (diodes) that capture the river's chaotic flow and funnel it into a large reservoir.
A typical three-phase VSD uses six of these diodes, two for each electrical phase. As the AC sine wave for each phase swings from positive to negative, the diodes open and close, letting only the positive voltage pass through. This creates a rough, pulsating DC voltage—like waves filling our reservoir.
Stage 2: The DC Bus – Smoothing Things Out
Once converted, that pulsating DC power flows into the DC bus. This is our reservoir. Its key components are large capacitors that act like shock absorbers, smoothing out the ripples from the rectifier. The capacitors store this electrical energy, soaking up the peaks and filling in the troughs.
What you're left with is a clean, stable DC voltage, primed and ready for the final step. It's worth noting that the voltage here is usually higher than what came in; for a 480V AC system, you'll often see around 650V DC on the bus. This stable reserve of power is absolutely vital for the drive's performance.
At its heart, a VSD is a power manipulator. It converts incoming AC power to a stable DC form, then flips that DC back into a brand new, perfectly controlled AC waveform. This gives you precise control over both the frequency and voltage sent to the motor.
This simple flow shows how a VSD translates a common factory problem into a real, tangible cost-saving solution.
The path from the factory to the piggy bank makes it clear—this technology has a direct and positive impact on your bottom line.
Stage 3: The Inverter – Building the Perfect Waveform
The final and most critical stage is the inverter. This is where the magic really happens. The inverter takes that smooth DC power from the bus and skillfully converts it back into a variable AC output for the motor. Think of it as a set of highly advanced, computer-controlled valves on our reservoir, releasing water in precise, rapid-fire pulses to create a completely new, custom-designed river flow.
This section is built around powerful electronic switches, usually Insulated-Gate Bipolar Transistors (IGBTs), that can flip on and off thousands of times per second. By controlling the exact timing and duration of these pulses, the VSD constructs a simulated AC sine wave. This technique is known as Pulse Width Modulation (PWM).
What does this three-stage process give you?
Total Speed Control: By changing how fast the IGBTs switch, the inverter creates any frequency it wants. Since an AC motor's speed is tied directly to frequency, you now have complete control.
Optimized Voltage: By adjusting the width of the pulses (how long the switches stay on), the drive dials in the perfect output voltage, ensuring the motor gets just the right amount of power for any speed.
Pinpoint Precision: This ability to build a perfect AC waveform from scratch gives you unparalleled command over your motor's acceleration, deceleration, and running speed.
By mastering this AC-to-DC-to-AC conversion, a VSD turns a simple AC motor into a highly precise and incredibly efficient machine. To explore these foundational concepts further, check out our guide on variable frequency drive basics. This process is the secret behind a VSD's power and effectiveness.
What VSDs Actually Do for You on the Plant Floor
It’s one thing to understand the theory behind a variable speed drive, but it’s another thing entirely to see what it can do for your operation. This is where the real value hits home. The benefits go way beyond just changing a motor's speed—they deliver real, measurable returns that you can take to the bank.
Two advantages, in particular, are total game-changers for any industrial facility: massive energy savings and far superior process control. For any plant manager or engineer focused on the bottom line, these benefits are impossible to ignore. They offer a direct line to lower operating costs and a more reliable, productive plant.
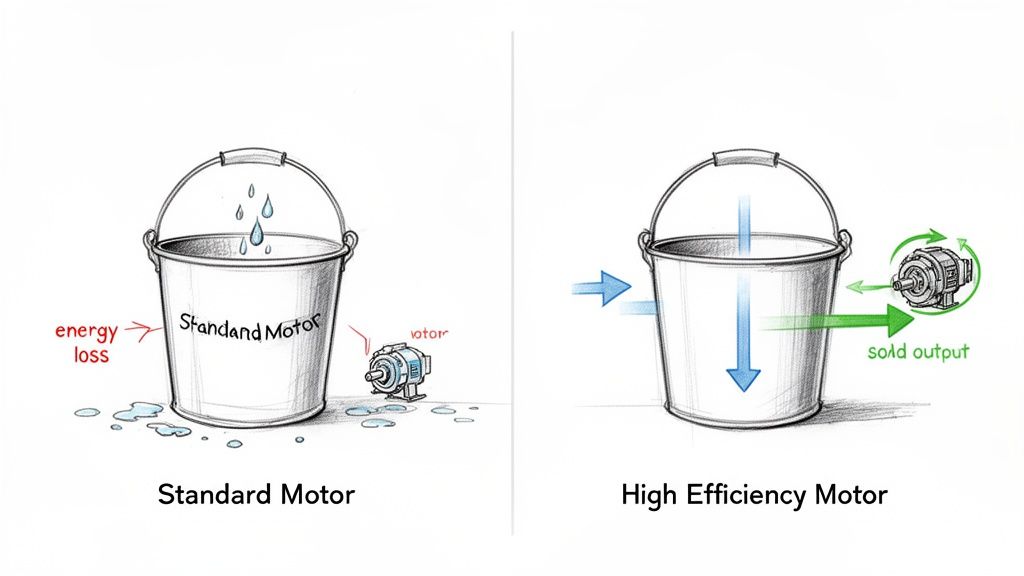
Slashing Your Energy Bills
If there’s one single reason to get on board with VSDs, it’s the incredible potential for energy savings. Motor-driven systems are energy hogs, often accounting for 25% to 50% of a facility's total electricity bill. The old way of controlling a pump or fan was to run the motor at full tilt and then use a damper or valve to choke back the flow. It’s a brutally inefficient method.
Think of it like driving your car with one foot slammed on the gas and the other on the brake just to manage your speed. It's pure waste.
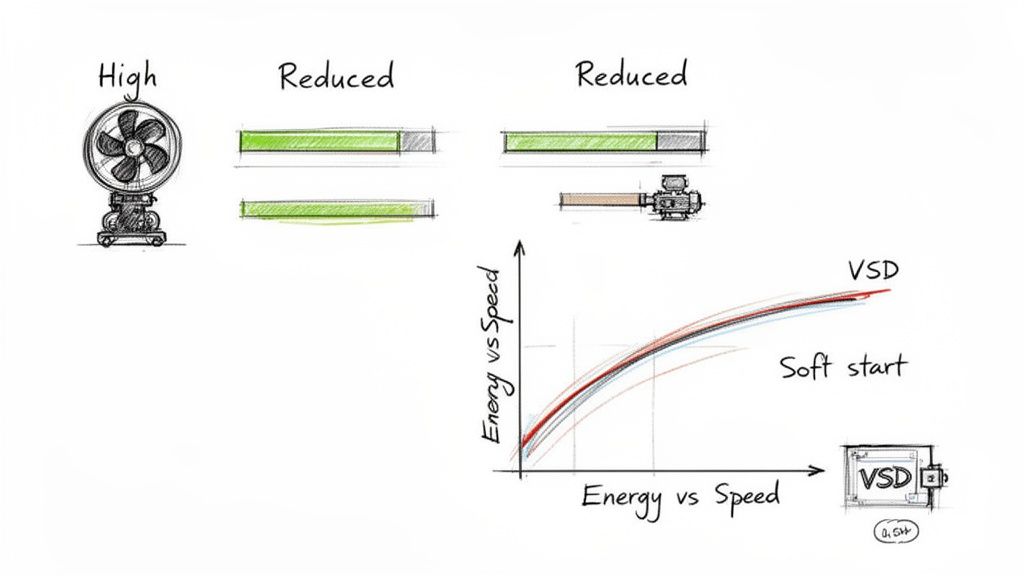
A VSD gets rid of that waste by simply slowing the motor down to match the exact demand. This is where the Affinity Laws for fans and pumps come into play, and they reveal a powerful truth about the relationship between speed and power. These laws show that a motor's power draw varies with the cube of its speed.
What does that cubic relationship mean? It means even a small drop in motor speed creates a huge drop in energy use. For instance, slowing a fan's speed by just 20% (to 80% of its max) can slash its energy consumption by nearly 50%.
That’s the secret sauce. Instead of fighting a full-speed motor, you’re only ever using the precise amount of power you need. This doesn't just cut your electricity bills; it shrinks your carbon footprint, helping you hit sustainability targets while boosting your bottom line. You can dig deeper into the numbers in our full guide on how VFDs generate substantial energy savings.
Extending Equipment Life Through Gentle Control
Beyond saving money on power, VSDs are just plain kinder to your equipment, reducing mechanical stress and making everything last longer. A standard motor starts "across-the-line," which means it gets hit with a massive, instant jolt of full voltage and current. It’s like hitting your machinery with a sledgehammer every time it starts up.
This sudden inrush of current—often 600% or more of the motor's normal running current—sends a shockwave of torque through the entire system, causing all sorts of wear and tear.
A VSD, on the other hand, provides a "soft start." It gently ramps the motor's speed up from a standstill to its target. This smooth acceleration eliminates the mechanical shock that destroys:
Belts and Couplings: Prevents them from stretching, slipping, and failing prematurely.
Gears and Gearboxes: Reduces the harsh stress on gear teeth and internal parts.
Bearings: Minimizes the impact that leads to pitting and eventual failure.
Piping Systems: Stops "water hammer" and other hydraulic shocks in fluid systems.
This gentle handling means less maintenance, fewer surprise breakdowns, and a longer, more predictable life for your most critical assets. The reduction in downtime alone is often enough to justify the investment in a drive.
Achieving Pinpoint Process Control
Finally, VSDs give you a level of precision that mechanical controls can't even dream of. By allowing you to make exact speed adjustments, a drive can fine-tune a process to boost quality, cut down on waste, and improve consistency across the board.
The table below breaks down how this plays out in a few common scenarios.
VSD Benefits Across Industrial Applications
Application Area
Primary Benefit
Operational Impact
HVAC & Pumping Systems
Energy Efficiency
Dramatically reduces power consumption by matching fan/pump speed to real-time heating, cooling, or flow demands.
Conveyor Systems
Synchronization
Ensures precise speed matching between different sections of a production line, preventing bottlenecks and material damage.
Mixers & Agitators
Product Quality
Allows for variable mixing speeds to achieve perfect consistency for different recipes or batch phases.
Winders & Unwinders
Tension Control
Maintains constant tension on materials like paper, film, or wire, preventing stretching, snapping, and waste.
This kind of control is invaluable in any application that needs to be just right. By integrating a VSD, you’re turning a dumb, fixed-speed motor into an intelligent, responsive part of your operation. You get better products, less waste, and a more agile facility all around.
How to Select the Right Variable Speed Drive
Picking the right variable speed drive isn’t as simple as matching the horsepower on the motor's nameplate. To get it right, you really have to dig into the details of the motor, the job it's doing, and the environment it lives in. Nailing these specifics is the key to a drive that performs reliably and safely for the long haul.
Get this part wrong, and you’re looking at nuisance trips, fried equipment, or worse. A systematic approach helps you specify a VSD that’s a perfect match for your application, saving you from costly mistakes and frustrating downtime. It’s all about building a solid, dependable motor control system from the ground up.
Match the Drive to Your Motor
First things first: look at the motor. Not all motors play nice with VSDs, and hooking one up to a motor that isn't ready for it is just asking for trouble. The simulated AC waveform a VSD creates—with its rapid-fire voltage pulses—is incredibly tough on standard motor windings.
This is exactly why you need to check if your motor is inverter-duty rated. These motors are built with beefed-up insulation systems designed to handle the high voltage spikes and fast switching that VFDs throw at them. If you use a standard motor, you risk the insulation breaking down and shorting out the motor way ahead of its time.
Once you’ve confirmed the motor’s rating, you need to grab some key data off the nameplate to program the drive correctly:
Full Load Amps (FLA): This is non-negotiable. The drive’s continuous current rating absolutely must be higher than the motor's FLA.
Voltage and Frequency: Make sure the drive’s voltage matches your system (like 480V) and the motor’s design frequency (usually 60 Hz in the US).
Motor Speed (RPM): This helps the drive dial in the V/Hz pattern for the best possible performance.
Analyze Your Application Load Profile
Next up, what kind of work is this motor actually doing? Different jobs put different demands on a motor, and VSDs are built to handle them differently. The two big categories you'll hear about are variable torque and constant torque.
A variable torque (VT) load is what you see with centrifugal pumps and fans. With these, the torque needed to spin the equipment skyrockets as the speed increases. Since you rarely need full muscle at low speeds, a VT-rated drive is the perfect, most economical choice.
On the flip side, a constant torque (CT) load needs pretty much the same amount of torque whether it's crawling or running full out. Think of a conveyor belt or a positive displacement pump. These applications need a drive with a much more robust overload capacity to handle that heavy lifting, especially at startup and low speeds. Luckily, many modern drives are dual-rated, so you can just select VT or CT mode during setup.
This choice is critical. A variable torque drive is a smart, cost-saving move for a fan, but putting that same drive on a heavy-duty conveyor is a recipe for constant overload faults and a system that just won't run.
Consider the Operating Environment
Where is this VSD going to live? The physical environment is a huge factor in a drive's lifespan and safety. You have to choose a drive with the right NEMA (National Electrical Manufacturers Association) enclosure rating to shield its sensitive electronics.
A NEMA 1 enclosure is fine for a clean, dry control room. But if the drive will be out on the floor where there’s dust or a risk of light splashing, you’ll need to step up to a NEMA 12 enclosure. And for places that get regular washdowns, like in food processing, a NEMA 4X enclosure is a must to protect against corrosion and high-pressure water.
Don’t forget about air. VSDs kick off a lot of heat, and overheating is one of the top reasons they fail. Make sure the spot you choose has enough airflow around the drive's heatsink, and always follow the manufacturer's specs for clearance space.
Address Power Quality Concerns
Finally, be aware that a VSD can introduce electrical "noise"—also known as harmonics—back into your power system. This can mess with other sensitive electronics in your facility. For big VSD installations, you might need a full-blown harmonic study, but for most smaller drives, there's a simple fix: a line reactor.
A line reactor is basically a big coil you install on the input side of the VSD. It helps smooth out the current the drive pulls from the line, which cuts down on harmonic distortion. It also adds a great layer of protection for the VSD against voltage spikes from the power grid. It's a cheap piece of insurance that adds a ton of stability.
While a VSD is great at managing motor acceleration, sometimes you might be interested in a different approach. You can learn more about what is a soft starter in our detailed guide.
Best Practices for VSD Installation and Commissioning
A top-of-the-line variable speed drive is only as good as its installation. You can have the best drive in the world, but without a solid installation and a methodical startup, you’re setting it up for premature failure. Getting these foundational steps right is non-negotiable for anyone looking to build a reliable system.
Frankly, even the most advanced VSD is vulnerable to common, everyday issues on the plant floor. A proper installation isn't just about hooking up wires; it’s about creating a stable home for the drive to do its job. That means paying just as much attention to electrical noise, heat, and physical placement as you do to the power connections.
Core Installation Guidelines
Before you even think about flipping the switch, a few installation basics will prevent the vast majority of problems down the line. Think of this as laying the groundwork. Time and again, we see nuisance trips and early component failures that trace back to skipping these simple but critical steps.
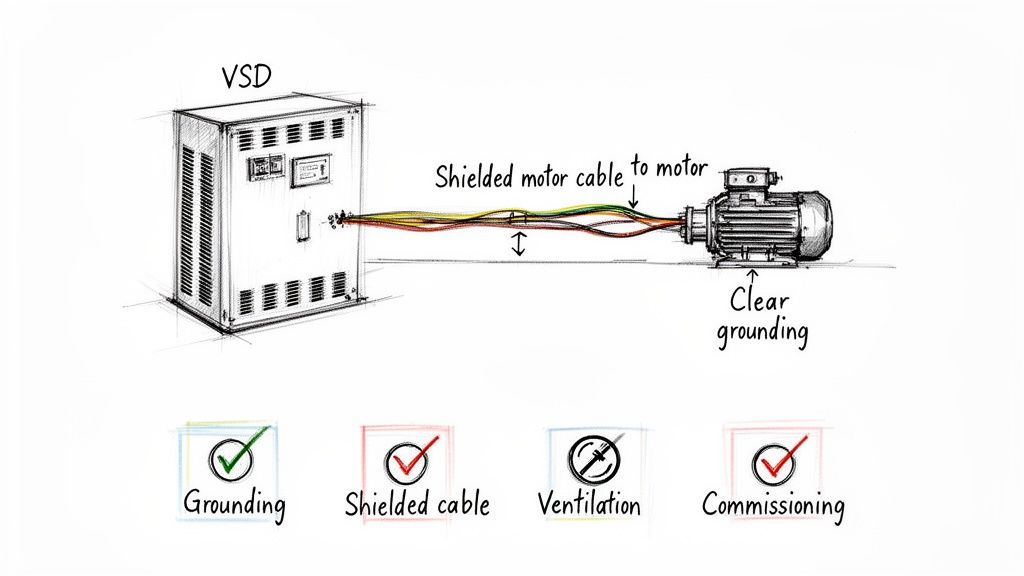
First and foremost, proper grounding is your number one defense against electrical noise. The high-speed switching inside a VSD is powerful, but it can create interference that messes with other sensitive equipment. A solid, low-impedance ground gives that noise a safe path away from everything else.
Next, you absolutely must use shielded motor cables. That cable running between the VSD and the motor is basically a giant antenna broadcasting electrical noise. Shielded VFD cable traps that interference, but only if you ground the shield correctly at both the drive and the motor.
Finally, you have to deal with heat. VSDs get hot, and cooking a drive with poor ventilation is one of the fastest ways to kill it. Always follow the manufacturer's clearance specs to give it breathing room. Getting cool, clean air flowing across the heatsink is the key to a long service life.
A Methodical Commissioning Process
Once the drive is installed right, it's time for commissioning—the startup. This is where you teach the drive how to play nice with your motor and application. Rushing this part is a classic mistake that leads to poor performance or, even worse, damaged equipment.
Follow these key steps for a startup that won't give you headaches later:
Initial Power-Up Checks: Before you go live, double-check that your input voltage is correct and every single connection is tight. A loose wire can cause arcing and catastrophic failure.
Enter Motor Nameplate Data: This is the most important part of programming. You have to accurately punch in the motor’s Full Load Amps (FLA), voltage, RPM, and horsepower. The drive uses this info for all its motor protection and control logic.
Perform an Autotune: Nearly all modern drives have an autotune function. Use it. This lets the VSD "learn" the motor's unique electrical profile, which allows it to build a super-accurate model for the best possible torque and current control.
Set Ramps and Speed Limits: Program your acceleration and deceleration times to match what the machine needs. A smooth ramp-up is easier on your mechanics, and setting min/max speed limits protects your process from running too fast or too slow.
Commissioning is not just about making the motor spin. It's about fine-tuning the drive to the specific load, ensuring the system runs efficiently, reliably, and safely under all operating conditions. Skipping steps here will lead to problems down the road.
When you put in the time for a thorough installation and a systematic startup, you’re building a foundation for a truly robust VSD system. That initial effort pays for itself many times over with less downtime, better performance, and a longer life for your entire system.
Keeping Your VSD System in Top Shape
A VSD that's installed properly is designed to go the distance, but like any piece of high-performance gear, its real-world reliability comes down to smart maintenance and quick troubleshooting. A little bit of proactive attention can make all the difference. In fact, a simple, repeatable maintenance routine is your best bet for preventing the most common failures and keeping your operations humming along without costly surprises.
And when problems do pop up? Knowing how to quickly read the drive's fault codes is the key to slashing downtime. Instead of playing a guessing game, you can let the VSD's own diagnostics point you straight to the issue. This guide is your playbook for doing both.
A No-Nonsense Preventive Maintenance Checklist
Think of regular inspections as your first line of defense. Most VSD issues don’t just happen out of the blue; they build up over time. Catching them early is how you avoid a full-blown breakdown down the road.
A good PM plan doesn't have to be complicated. It really just needs to focus on the three biggest enemies of any VSD: heat, contamination, and loose connections.
Here’s a simple checklist to get you started:
Look Around: Make a habit of visually checking for signs of overheating—things like discolored components or wiring. You'll also want to make sure the drive's internals are clean and free of dust, debris, or any moisture that could cause a short.
Check Your Connections: Vibration and normal heating and cooling cycles can work electrical connections loose over time. Get in there and routinely confirm that all the terminal screws for both power and control wiring are snug. A loose connection is just an arc waiting to happen.
Keep an Ear on the Fan: The cooling fan is absolutely critical. Listen for any weird noises, and make sure it’s spinning freely. A failing fan is one of the most common reasons for overheating, which is hands-down the #1 killer of VSDs.
What Your VSD Is Trying to Tell You: Common Fault Codes
When a VSD trips, it's not actually failing—it's doing its job by protecting itself and your motor. That fault code flashing on the display is an incredibly valuable clue. Understanding what these codes mean is the first step to becoming a troubleshooting pro.
A classic troubleshooting scenario is an overvoltage fault that happens during deceleration. This almost always means the motor is acting like a generator and pushing too much voltage back into the drive. The fix is often as simple as increasing the ramp-down time or adding a dynamic braking resistor.
Let's break down two of the most common faults you'll run into:
Overcurrent (OC): This code pops up when the drive detects a current spike that goes above its rated limit.
What's a Likely Cause? It could be a sudden, heavy change in the load, a short circuit somewhere in the motor or its cabling, or an acceleration ramp that’s just too aggressive for the application.
What Should You Do? Start by inspecting the motor wiring for any damage. Then, check the equipment being driven for any mechanical binding or jams. If everything looks good, try increasing the acceleration time to give the motor a smoother start.
Overvoltage (OV): This fault means the DC bus voltage inside the drive has climbed above its safe operating level.
What's a Likely Cause? Sometimes it's due to high incoming line voltage from the utility, but more often, it's caused by the rapid deceleration of a load with a lot of inertia (like a heavy fan or flywheel).
What Should You Do? First, measure your incoming AC voltage to make sure it’s within the drive's specified range. If the fault only happens during ramp-down, simply increase the deceleration time. For applications that genuinely need fast stops, you'll probably need to install a dynamic braking resistor to burn off that excess energy.
Got Questions About Variable Speed Drives? We’ve Got Answers.
Let's wrap up by tackling a few of the questions we hear all the time when folks are planning a VSD project. Getting these details straight can clear up a lot of confusion and make your implementation much smoother.
Can I Slap a VSD on Just Any Old Motor?
Not if you want it to last. Your standard, off-the-shelf motor just isn't built to handle the unique electrical stress from a VSD. The drive's high-frequency voltage pulses can eat away at the motor’s winding insulation over time, leading to premature failure.
For reliable, long-term operation, you absolutely need an inverter-duty rated motor. These are specifically designed with beefed-up insulation systems that can take the punishment.
What's the Real Difference Between a VSD and a VFD?
You'll hear these terms thrown around a lot, and honestly, they're often used to mean the same thing in the context of AC motors. VFD, or Variable Frequency Drive, is the more precise term because it describes how the drive controls speed—by changing the frequency of the power sent to the motor.
VSD, or Variable Speed Drive, is a broader umbrella that can also cover DC drives or other methods of speed control. But let's be practical: in today's industrial world, if someone says VSD, they're almost certainly talking about a VFD.
How Much Energy Can I Really Save with a VSD?
The potential here is huge, especially for fan and pump systems. It all comes down to a neat bit of physics called the Affinity Laws, which state that power consumption is tied to the cube of the motor's speed.
What does that mean in the real world? It means a small tweak in speed leads to a massive drop in energy use. For instance, dialing back a fan’s speed by just 20% can slash its energy consumption by nearly 50%. That's how you get a quick payback on your investment.
Do I Always Need a Line Reactor?
While it might not be strictly mandatory for every single installation, think of a line reactor as cheap insurance for your drive. We highly recommend it.
A reactor sits on the incoming power line and does two critical jobs: it protects your VSD from power surges and spikes, and it cleans up the harmonic distortion the drive sends back into your system. This simple addition boosts reliability and improves the overall health of your entire electrical network.
Ready to get precise control over your motors and start banking those energy savings? The team at E & I Sales has the expertise to help you select, design, and integrate the right VSD solution for your plant. Get in touch with us to start your project.
Think of a standard electric motor like a leaky bucket. You pour electricity in, but a good portion of it leaks out as wasted heat before it can do any real work. High-efficiency motors are the sealed bucket—they’re engineered to turn as much of that electricity as possible directly into the mechanical power your facility needs.
This guide isn't about a simple component swap. It's about a strategic shift in thinking that can drastically cut your operating costs and boost reliability across the board.
Why High-Efficiency Motors Are a Strategic Investment
In any industrial plant, whether it's manufacturing, food and beverage, or water treatment, electric motors are the workhorses. They're everywhere, running pumps, fans, conveyors, and compressors, and they are almost always one of the biggest line items on your utility bill. Even a small improvement in efficiency, when multiplied across dozens or hundreds of motors running 24/7, adds up to serious savings.
This is more than just an incremental upgrade. Moving to high-efficiency motors is a fundamental change in how plant engineers, procurement managers, and OEMs should approach equipment specs. It means looking past the initial price tag to see the far more important total cost of ownership.
The Real Cost of a "Cheaper" Motor
Believe it or not, the purchase price of an electric motor only accounts for about 2-5% of its total lifetime cost. The real expense—often over 95%—is the electricity it consumes over years of hard work.
A standard-efficiency motor is constantly wasting money by converting electricity into heat instead of torque. That excess heat doesn't just disappear; it actively works against you, causing premature wear on windings and bearings. This leads to higher maintenance bills and, worse, a greater risk of unplanned downtime.
High-efficiency models are designed to crush this problem. They use better materials, are built to tighter tolerances, and feature smarter designs that minimize those electrical and mechanical losses. This delivers a few key wins:
Lower Energy Bills: This is the most obvious benefit. The savings often pay for the motor itself in under two years.
Better Reliability: These motors run cooler. A cooler motor means longer life for its insulation and bearings, which translates to less maintenance and fewer breakdowns.
Cooler Operations: A motor that isn't throwing off as much heat can also reduce the load on your facility's HVAC systems, creating secondary savings.
Building a Foundation for Modern Systems
Specifying high-efficiency electric motors is about more than just saving on a single machine; it's about building a smarter, more resilient operational foundation. Industry standards like NEMA Premium® and the IEC's IE classes give you a clear benchmark for performance, so you know you're getting the efficiency you paid for.
For any industrial operation, the logic is simple: every kilowatt-hour saved drops directly to the bottom line. Upgrading to a premium-efficiency motor is one of the most reliable and predictable ways to boost profitability while making your facility more robust.
The full potential of these motors is really unlocked when they're paired with an expertly integrated UL control system. A well-designed control panel ensures the motor runs in its sweet spot, protecting your investment and maximizing performance from day one. This guide will walk you through how to make it happen.
Decoding Motor Efficiency Ratings: NEMA and IE Classes
Trying to make sense of electric motor specs can feel like learning a new language. You're hit with terms like NEMA Premium, IE3, and IE4, but what do those labels actually mean for your bottom line?
Think of these ratings as a simple ladder. Each step up represents a serious drop in wasted energy—the electricity that just turns into heat instead of productive work. For anyone responsible for specifying motors, climbing this ladder isn't just about efficiency; it's about making a smarter, more profitable choice for the long haul.
NEMA: The North American Standard
Here in North America, the National Electrical Manufacturers Association (NEMA) is the authority. For a long time, their NEMA Premium® efficiency rating has been the gold standard for high-performance motors. When you see that label, you know you're getting a motor that’s guaranteed to meet a high bar for performance, losing less electricity as useless heat.
The NEMA Premium standard was a huge step forward, pushing the entire industry away from old, energy-guzzling designs. Choosing a NEMA Premium motor sends a clear message: you're prioritizing long-term operational savings over a slightly lower price tag upfront.
IEC: The Global Efficiency Language
On the world stage, the International Electrotechnical Commission (IEC) provides a similar framework with its International Efficiency (IE) classes. This system creates a universal language for motor performance, which makes it much easier to compare products from different manufacturers around the globe.
The IE classes are a simple, logical progression:
IE1 (Standard Efficiency): The old baseline. You won't see these in new installations in most places anymore.
IE2 (High Efficiency): A good step up, but in many markets, you'll need to pair these with a VFD for new applications.
IE3 (Premium Efficiency): This is today's global standard and the direct counterpart to NEMA Premium. IE3 is where the energy savings really start to stack up.
IE4 (Super Premium Efficiency): This class pushes the envelope of motor design, offering even bigger energy savings. These are perfect for continuous-duty jobs where even a small efficiency gain delivers a massive return over the motor's life.
The momentum is undeniable. In the US industrial sector alone, upgrading motor systems could save an incredible 37-79 billion kWh every year. While many facilities say that 47-77% of their new motor purchases are premium-efficiency, there's still a huge opportunity left on the table. You can dive deeper into these Department of Energy findings on motor market assessments.
Why IE3 Is The New Normal
For almost any new project, specifying an IE3 or NEMA Premium motor isn't just a good idea—it's often the law. Regulations across the United States and Europe have made these efficiency levels a mandatory minimum for most new motors sold. This has completely reshaped the market, making high-efficiency the default choice, not the exception.
Making IE3 your facility's baseline doesn't just keep you compliant; it future-proofs your entire operation. As energy costs climb and regulations inevitably get tighter, standardizing on premium-efficiency motors shields you from future headaches and locks in savings for years to come.
Understanding how these global standards relate is key to making the right choice, no matter where your project is. This quick table breaks down the common equivalents.
NEMA Premium vs IEC Efficiency Classes At A Glance
IEC Class
Efficiency Level
Common NEMA Equivalent
Typical Application Use Case
IE2
High
EPAct / High Efficiency
Often used in existing systems or where regulations allow; may require VFD pairing for new installations.
IE3
Premium
NEMA Premium®
The standard for new pumps, fans, compressors, and conveyors in continuous or frequent-duty cycles.
IE4
Super Premium
NEMA Super Premium (guideline)
Best for 24/7 applications like large-scale HVAC systems or critical process machinery where lifecycle costs are paramount.
IE5
Ultra Premium
(No direct equivalent)
Emerging technology for specialized applications demanding the absolute peak of motor performance and energy reduction.
Ultimately, whether the label says NEMA Premium or IE3, the goal is the same: to ensure you're installing a motor that works smarter, not harder, delivering performance you can count on while cutting down your energy bill.
Seeing Past the Sticker Price: The True Cost and ROI of High-Efficiency Motors
The initial price tag on a new electric motor is probably one of the most misleading numbers on any industrial budget. It feels like the main event, but in reality, it’s just the cost of admission. The real cost—the one that chips away at your bottom line for a decade or more—is the electricity that motor will guzzle down, day in and day out.
When you look at the total lifecycle cost, that upfront purchase price typically accounts for just 2-5% of the money you'll spend. The other 95%? Almost all of it is energy. This one simple fact should completely reframe how you approach motor procurement. That "cheaper" standard-efficiency motor isn't a smart buy; it's a long-term financial drain disguised as a deal.
Let's break down how to see past the initial price to calculate the Total Cost of Ownership (TCO) and Return on Investment (ROI). Once you see the numbers, the case for high-efficiency motors becomes impossible to ignore.
Breaking Down the Lifecycle Cost
Total Cost of Ownership isn't just a corporate buzzword; it's the complete financial story of a piece of equipment. For a motor, the formula is refreshingly simple and shines a bright light on where the money really goes.
Initial Purchase Price: This is the upfront capital outlay. It's what everyone focuses on, but it's the smallest piece of the pie.
Installation & Commissioning: The labor and materials needed to get the motor bolted down and wired up.
Energy Consumption: This is the heavyweight champion of motor expenses, dictated by runtime, load, and, most importantly, efficiency.
Maintenance & Repairs: All the scheduled servicing, replacement parts, and the painful costs of unplanned downtime.
Disposal Costs: The expense of decommissioning the motor when it finally reaches the end of its operational life.
Out of all these, energy consumption absolutely dwarfs everything else. Every single percentage point you gain in efficiency is a direct, recurring reduction in this massive operating expense.
Each step up this ladder, like moving from a workhorse IE2 motor to a modern IE3 premium model, locks in a significant and guaranteed cut in energy waste.
A Real-World ROI Calculation
Let's get practical. Say you're looking at a 100 HP motor running 8,000 hours a year where you pay $0.10/kWh for electricity. A standard motor with 82.5% efficiency will burn through a staggering $723,394 in electricity over a 10-year life.
Now, what happens if you upgrade to a 94.5% efficient IE3 premium motor? The energy bill for that same period drops to $615,534. That’s a $107,860 savings on a single motor. This isn't just theory; it's the kind of math we do every day for plant managers and EPC firms, pairing the right motors with VFDs and UL control panels to deliver rapid paybacks.
This kind of saving isn't a rounding error—it's a massive operational win hiding in plain sight. When you can walk into a budget meeting with this kind of detailed financial analysis, the decision to invest in efficiency becomes incredibly straightforward. To dig even deeper into the numbers, check out our guide on how to calculate electric motor efficiency. And while it's from a different industry, this pricing guide and cost breakdown shows just how powerful a detailed financial analysis can be for any major investment.
The Key Takeaway: The premium you pay for a high-efficiency motor isn't a cost. It’s an investment. In almost any industrial application, that investment pays for itself with energy savings, often in less than two years.
The Rebate Accelerator: Getting Paid to Upgrade
The financial picture gets even brighter. Many utility companies offer substantial rebates for businesses that install energy-efficient equipment, and high-efficiency motors are often at the top of their list. These programs can directly chip away at the initial purchase price, sometimes covering the entire cost difference between a standard and a premium model.
Why would they pay you to use less of their product? It’s simple economics. It is far cheaper for a utility to help you save a kilowatt of power than it is for them to build the infrastructure to generate a new one.
It’s a true win-win:
Your Facility: You get a top-tier, reliable motor with a drastically shorter payback period.
The Utility: They reduce demand on the grid and hit their energy conservation targets.
By taking advantage of these programs, you can turn a multi-year ROI into a matter of months, making the upgrade a no-brainer for even the most risk-averse financial teams.
How to Properly Size a Motor for Peak Performance
In any industrial plant, one of the most common and expensive mistakes we see is motor oversizing. It usually comes from a good place—a well-intentioned but misguided effort to build in a "safety factor." What you end up with is a powerful motor running at a tiny fraction of its capacity. It's like using a sledgehammer to crack a nut. Sure, the job gets done, but it’s incredibly wasteful.
When an oversized motor runs at a partial load, you force it way outside its peak efficiency zone. This mistake completely wipes out the benefits of choosing electric motors high efficiency to begin with, burning through the very energy you paid a premium to save. Real-world performance comes from a perfect match between the motor’s capability and what the application actually demands.
The Problem with Partial Loads
Electric motors are designed to hit their efficiency sweet spot when operating between 75% and 100% of their rated load. When the actual workload dips below this range, especially under 50%, the motor's efficiency doesn't just dip—it plummets. This isn't a small drop; the energy losses are significant, leading directly to higher electricity bills and a lot more heat.
That excess heat isn't just wasted energy; it's a direct threat to the motor itself. It cooks the windings and bearings, accelerating their breakdown, which means more maintenance and a higher risk of unexpected failure. Oversizing a motor doesn't make it more reliable; in many cases, it does the exact opposite.
A properly sized motor isn't just about efficiency; it's a cornerstone of operational reliability. By matching the motor to the true workload, you ensure it operates in its sweet spot, maximizing both energy savings and its service life.
Mastering the Art of Load Analysis
To sidestep the oversizing trap, you have to get past the theoretical maximums and focus on the actual load profile of your application. This means doing a bit of homework to understand the system's needs throughout its entire operational cycle.
A solid load analysis involves a few key steps:
Measure the Actual Load: Don't guess. Use a power analyzer to measure the real power consumption of the existing motor under its normal working conditions. This gives you hard data on what the machine truly needs.
Account for Load Variations: Is the load constant, or does it bounce around? Applications like pumps and fans often have variable demands, which require a totally different sizing strategy than a constant-torque conveyor belt.
Calculate Required Torque: For many machines, knowing the torque requirements is critical for picking the right motor. If this is new territory, a good torque calculation for motor guide can give you a strong foundation to build on.
Consider Starting Torque: Some equipment, like heavily loaded conveyors or positive displacement pumps, needs a big kick to get going. Make sure the motor you choose can handle that initial demand without being way too big for its normal running state.
Using VFDs for Variable Load Applications
For any system where the demand fluctuates, a Variable Frequency Drive (VFD) is an absolute game-changer. Think of a VFD as a smart throttle for your motor, perfectly matching its speed and power output to the load's real-time needs. This lets you size the motor for the peak load while still running efficiently during those times of lower demand.
While many manufacturer datasheets boast efficiencies over 95%, real-world conditions often tell a different story. One study that analyzed performance data from 48 different electric motors found the average maximum efficiency was just 77.64%, with the best performer hitting 97.61%. This shows just how much factors like load variations impact what you see in the field, making systems like VFDs even more critical.
By pairing a correctly sized motor with a VFD, you can achieve peak performance across the entire operating range, delivering maximum savings and extending the life of your equipment.
Tying It All Together: Motors, Drives, and UL Control Panels
A high-performance motor on its own is like a world-class sprinter without a starting block—it has all the potential in the world but lacks the system to launch it into action. The true power of high-efficiency electric motors is only unlocked when you pair them with intelligent control systems. This is where premium motors, Variable Frequency Drives (VFDs), and custom UL-listed control panels come together to create a powerful, synergistic system that delivers peak performance and safety.
This isn't just a matter of connecting a few wires; it's about building a unified "nervous system" for your equipment. Think of it this way: the motor is the muscle, the VFD is the brain, and the UL control panel is the protective backbone ensuring everything operates safely and reliably. For industrial OEMs and system integrators, mastering this integration is the key to building turnkey solutions that win in the real world.
The VFD: Your Key to Dynamic Efficiency
A VFD is the ultimate efficiency multiplier for your motor. Instead of just running full-blast all the time, a VFD fine-tunes the motor's speed to perfectly match the real-time needs of the application. It’s like a smart gas pedal for your motor, giving it precisely the right amount of power at any given moment—and not a drop more.
This is a game-changer for any application with variable loads, like pumps, fans, and blowers. Old-school methods relied on inefficient mechanical dampers or valves to restrict flow. A VFD simply slows the motor down, a change that can lead to dramatic energy savings, often exceeding 50%.
But the benefits go way beyond the electric bill. VFDs also bring a level of control that protects your entire mechanical system. Their "soft-start" capability gently ramps the motor up to speed, which drastically cuts down on the mechanical shock and electrical inrush current that hammers equipment during a traditional startup. That simple function extends the life of everything from belts and gears to the motor itself.
The UL Control Panel: Your Guarantee of Safety and Compliance
If the motor and VFD are the heart of your system, the UL control panel is the armor that protects it. A professionally engineered, UL-listed control panel is so much more than a metal box with switches. It's a fully integrated system designed from the ground up for safety, reliability, and strict compliance with national electrical codes.
A UL 508A certification isn't just a sticker. It's an independent guarantee that the entire assembly has been designed and built to the highest safety standards. It confirms every component, from circuit breakers to wiring, has been properly selected, installed, and tested to work together safely.
This third-party verification is absolutely critical. It smooths the path for getting equipment signed off by local inspectors, gives your end-users confidence, and provides a clear line of defense against electrical hazards. Skipping this certification is a huge gamble that can lead to costly project delays, failed inspections, and serious safety liabilities.
Bringing It All Together for Peak Performance
The synergy between these three components creates a system that is far greater than the sum of its parts. A high-efficiency motor provides the efficient foundation, the VFD optimizes its performance in real time, and the UL control panel ensures it all operates safely and within code.
For industrial OEMs and system integrators, this integrated approach delivers some powerful advantages:
Single-Source Responsibility: Partnering with someone who can engineer and build the complete motor and control package simplifies your procurement and guarantees everything is compatible from day one.
Faster Commissioning: A pre-engineered, pre-tested UL panel arrives on-site ready to go. That slashes your installation and startup time.
Enhanced Reliability: When you know all the components are designed to work together, you drastically reduce the risk of integration headaches and premature failures down the road.
Ultimately, integrating high-efficiency electric motors with the right control system transforms them from standalone parts into a cohesive, high-performance asset. You can explore our expert insights to learn more about the benefits of variable speed AC motor control and how it can be applied to your specific needs.
Putting It All Together: Your High-Efficiency Motor Strategy
Alright, we’ve covered the why and the what. Now it's time to build a real-world action plan. The single most important takeaway from this guide should be this: thinking about high-efficiency electric motors as a simple expense is a mistake. It’s a strategic investment, one that pays for itself surprisingly quickly through lower energy bills and fewer breakdowns.
Let's move from theory to the shop floor. The whole point is to create a simple, repeatable process for your team to follow for procurement and project management. When you have a solid strategy in place, every single motor purchase—whether it’s a planned upgrade or a middle-of-the-night replacement—becomes a calculated move toward a more profitable operation.
Your Action Plan Checklist
A winning motor strategy isn't about reinventing the wheel every time. It’s about consistency and making decisions based on data, not just habit. Instead of treating each purchase like a one-off emergency, use a standardized checklist to make sure you’re squeezing every drop of value out of high-efficiency technology.
Here are the essential steps to build right into your process:
Audit Your Existing Motor Fleet: Start by walking the floor. Pinpoint those old, power-hungry motors, the ones that fail too often, or the ones that are clearly too big for the job. Your biggest and fastest ROI will come from replacing oversized or continuously running motors first.
Specify the Right Efficiency Class: Draw a line in the sand. From now on, IE3 (NEMA Premium) is the absolute minimum standard for any new or replacement motor in your facility. For those critical 24/7 applications? It's time to run the numbers on an IE4 motor and see how much more you could be saving.
Conduct a Lifecycle Cost Analysis (LCA): Stop looking at just the sticker price. It's the least important number. Grab a calculator and figure out the ten-year energy cost of that new motor. This simple step builds an undeniable business case for the premium efficiency option every single time.
Verify Proper Sizing and Application: Don't just replace like-for-like. Make sure the new motor is sized for the actual load it will see, not just what the nameplate on the old clunker says. If the load changes, it’s a perfect candidate for a VFD.
Standardize and Consolidate: Talk to your supplier and start standardizing on a few specific motor brands and models. This is a huge, often-overlooked win. It simplifies maintenance, shrinks your spare parts inventory, and makes ordering a breeze.
Adopting a formal motor strategy is the difference between reactive maintenance and proactive management. It ensures that every dollar spent on motor assets is an investment in long-term efficiency, reliability, and profitability.
At the end of the day, a winning strategy is about more than just buying better parts; it’s about finding the right partners. Working with experts who can actually audit your facility, specify the right motor and control package, and deliver a reliable, code-compliant UL-listed system is the fastest way to guarantee you see the best possible return on your investment.
Got Questions About High-Efficiency Motors? We've Got Answers.
Even when you've got a solid plan, a few questions always pop up before pulling the trigger on a motor upgrade. Here are some of the most common ones we hear from plant engineers, maintenance managers, and procurement teams, along with some straight-to-the-point answers.
Do High-Efficiency Motors Need Special Maintenance?
Nope. In fact, it's often the opposite. High-efficiency motors follow the same maintenance playbook you're already using for standard motors—think regular lubrication, vibration checks, and keeping them clean.
But here’s the kicker: because they run cooler, the stress on critical components like bearings and winding insulation is significantly lower. This often means a high-efficiency motor will actually need less attention over its long life, which chips away at your total cost of ownership.
The real key is consistency. A proper installation and a proactive maintenance schedule will unlock the full reliability of any motor, efficient or not.
There's a myth that premium motors are somehow more delicate. The reality is their better build quality and cooler operating temps make them tougher and more forgiving in demanding environments, often leading to greater reliability and longer service intervals.
Can I Just Swap a Standard Motor for a High-Efficiency One?
For the most part, yes. Manufacturers design high-efficiency motors to be "drop-in" replacements. They almost always share the same NEMA frame sizes, mounting dimensions, and shaft heights, making the physical swap-out a breeze.
Still, there are two small details you'll want to double-check:
Full Load Amps (FLA): Premium motors are more efficient, so they draw a little less current. That’s a good thing, but it means you might need to adjust your existing motor protection and overloads to match the new, lower rating.
Speed (RPM): Due to lower "slip," high-efficiency motors tend to run a few RPM faster than their standard-efficiency cousins. This difference is tiny and won't matter for most pumps, fans, and conveyors, but if you're working with a precision timing application, it's something to be aware of.
Are These Motors Okay to Use with a VFD?
Absolutely, but you have to use the right kind. You need to specify a motor that is explicitly inverter-duty rated. These motors have a beefed-up insulation system designed to handle the unique voltage spikes created by a Variable Frequency Drive (VFD).
If you run a standard, non-inverter-duty motor on a VFD, you're asking for trouble. It can cause the insulation to break down prematurely, leading to a fried motor and unexpected downtime. Always look for "inverter-duty," "inverter-rated," or a similar label on the motor's nameplate to protect your investment.
What's the Real Difference Between IE3 and NEMA Premium?
They're essentially two different names for the same level of high efficiency. IE3 is the classification used by the International Electrotechnical Commission (IEC), which is common globally. NEMA Premium is the standard used here in North America.
Think of it as saying the same thing in a different language. When you're sourcing motors in the U.S., specifying NEMA Premium ensures you’re getting a motor that meets the globally recognized IE3-equivalent benchmark. It keeps procurement simple and guarantees you're installing a motor built for modern performance and energy savings.
Ready to build a motor strategy that delivers a guaranteed ROI? The experts at E & I Sales provide premium motors, custom UL control packages, and turnkey system integration to make sure your projects are efficient, reliable, and done right. Contact us today to start your upgrade.
Engineered maintenance services are all about getting ahead of the curve. It’s a smart, proactive strategy that blends deep engineering know-how with advanced data analysis to predict and stop equipment failures before they ever happen. This approach completely changes the game, moving maintenance from a reactive "break-fix" model to a strategic one that optimizes the entire lifecycle of your critical industrial assets, from electric motors to complex UL-listed control systems.
Beyond the Break-Fix Mentality
Think of a Formula 1 pit crew. They don't just wait for a tire to blow out. They use live telemetry to see engine stress in real-time and prevent a breakdown mid-race. That’s the exact mindset behind engineered maintenance services. It’s a conscious shift away from the old—and incredibly expensive—cycle of waiting for something to break and then scrambling to fix it.
Instead of seeing maintenance as just another line item on the budget, this approach turns it into a genuine strategic advantage. It weaves fundamental engineering principles into the day-to-day upkeep of your machinery, directly boosting the reliability, safety, and efficiency of your most important assets. For plant managers and original equipment manufacturers (OEMs), this is a powerful way to drive operational excellence.
From Reactive to Proactive
The traditional way of doing things is purely reactive. A motor burns out, a control panel shorts, and suddenly, your entire production line grinds to a halt. What follows is a frantic scramble to diagnose the issue, find the right parts, and get a technician on-site—all while the costs of downtime pile up. In fact, unplanned downtime costs industrial manufacturers an estimated $50 billion every single year.
Engineered maintenance flips that script. It starts by asking a much better question: "How can we engineer failure right out of the system?" This forward-thinking strategy is built on a few key pillars:
Data-Driven Decisions: Forget rigid schedules or waiting for an alarm to go off. This is about using real-time data from sensors and diagnostic tools to get a true picture of equipment health.
Root Cause Analysis: When a problem does pop up, the goal isn't just a quick patch. It’s about digging deep to understand the underlying engineering cause so it never happens again.
Lifecycle Optimization: We're looking at the entire lifespan of an asset—from its first day of commissioning to its final replacement—to make sure you get the absolute maximum value out of it.
System-Level Thinking: This isn't just about one component. It’s about understanding how your motors, drives, and control systems all interact, letting you spot potential points of failure within the bigger picture.
By focusing on proactive, data-informed strategies, engineered maintenance services don't just fix problems—they systematically prevent them, turning upkeep into a predictable and value-driven activity.
This strategic pivot creates a clear path toward rock-solid reliability. By using real engineering expertise to make sense of complex data, your facility can move past simple preventive checklists and start tackling the fundamental reasons equipment fails in the first place. It’s all about creating an operation that is more resilient, predictable, and ultimately, more profitable.
So, what does an engineered maintenance services program actually look like on the ground, beyond the high-level strategy? Think of it less as a single service and more as a sophisticated diagnostic toolkit for your entire operation.
It’s a suite of specific, data-driven techniques and technologies all working in concert to give you an unprecedented look into the health of your most critical assets. Each component is designed to detect the subtle, almost invisible signs of wear and tear long before they spiral into catastrophic failures. The goal is to catch problems at their absolute earliest stage when they are cheapest and easiest to fix.
Predictive Diagnostics: Your Early Warning System
At the heart of any modern maintenance program, you'll find predictive diagnostics. This isn't just about following a schedule; it's about using advanced tools to listen for the earliest whispers of trouble, turning abstract data into real, actionable intelligence. It's like a doctor using an EKG to spot a heart issue before any outward symptoms ever appear.
This proactive stance is only possible thanks to a few key technologies:
Vibration Analysis: Every rotating machine, whether it's a motor, pump, or fan, has a unique vibration signature when it's running smoothly. We use specialized equipment to measure this signature and detect tiny changes that signal developing problems like bearing wear, shaft misalignment, or imbalance.
Thermal Imaging: Overheating is one of the most common and destructive signs of electrical and mechanical stress. Using infrared thermography, our technicians create a visual map of heat, allowing them to spot a faulty connection in a UL-listed control panel or an overworked motor long before it burns out.
This is what it means to be proactive—connecting real-world data with a clear strategy to stop failures before they ever start.
Specialized Motor and Control Panel Maintenance
While predictive tools are vital, they're only half the battle. They need to be paired with deep, hands-on expertise, especially when it comes to high-value assets like industrial motors and custom control panels. Maintenance for these complex systems goes way beyond a simple checklist.
For electric motors, this means targeted services like motor circuit analysis and advanced lubrication management. Just doing lubrication right can prevent over 50% of premature bearing failures. But an engineered approach takes it further by analyzing the lubricant itself for microscopic metal fragments that indicate internal wear.
Maintaining UL-listed control panels is even more critical because it directly impacts safety and compliance. A specialized program ensures every single component, from circuit breakers to variable frequency drives, is functioning exactly to specification. This isn't just about preventing downtime; it's about protecting your people and ensuring the entire system keeps its UL certification.
Let's take a look at the core services that make up a robust engineered maintenance program. The table below breaks down what each service does and where it's typically applied, giving you a clear picture of how these components fit together to protect your assets.
Key Services in an Engineered Maintenance Program
Service Component
Primary Objective
Typical Application
Vibration Analysis
Detect early-stage mechanical faults in rotating equipment.
Motors, pumps, fans, gearboxes, compressors
Thermal Imaging
Identify overheating in electrical and mechanical systems.
Control panels, circuit breakers, motor casings, bearings
Motor Circuit Analysis
Assess the electrical health of a motor from the controller.
AC/DC motors, generators
Lubricant Analysis
Analyze oil and grease for contaminants and wear particles.
Bearings, gearboxes, hydraulic systems
Commissioning
Verify new or repaired equipment meets performance standards.
New production lines, upgraded motor controls, custom panels
Each of these services provides a different piece of the puzzle. When combined, they give you a complete, 360-degree view of your equipment's health, allowing for truly intelligent and proactive maintenance decisions.
Why This Level of Expertise Is More Important Than Ever
Demand for these advanced services is surging as more industries finally recognize the crushing cost of unplanned downtime. It’s part of a massive market shift where businesses are investing heavily in technical expertise to stay competitive. In fact, the U.S. engineering services market hit USD 407.3 billion in 2024 and is projected to reach USD 581.0 billion by 2030.
That kind of growth points to a fundamental truth in modern industry: combining advanced diagnostic technology with deep engineering knowledge isn't a luxury anymore—it's a competitive necessity.
To get started organizing these efforts, you can see how it all fits into a broader plan with our guide on creating a preventive maintenance schedule template. By building a program around these core components, you can transform your maintenance department from a reactive cost center into a powerful driver of productivity and profit.
Calculating the ROI of Proactive Maintenance
Getting buy-in for engineered maintenance services means translating the technical wins into the language everyone understands: dollars and cents. Sure, things like vibration analysis and thermal imaging are impressive, but their real magic is measured in saved costs and boosted productivity. This is where calculating the return on investment (ROI) becomes your most convincing tool.
Think of engineered maintenance not as an expense, but as a strategic investment in your plant's profitability. The ROI calculation proves this by putting the cost of doing nothing—unplanned downtime—head-to-head against the cost of a smart, proactive program. For anyone in procurement or project engineering, this gives you a clear, data-driven case to make.
The True Cost of Unplanned Downtime
First things first: you need to figure out what an unexpected failure actually costs your business. It’s almost always way more than just the price of a replacement part. An equipment failure creates a domino effect of expenses that can ripple through your entire operation.
To get a real number, you have to add up a few key factors:
Lost Production: This one’s the biggie. How much revenue do you lose for every hour a line is down?
Labor Costs: Think about the wages for idle operators just standing around, plus the overtime you’ll pay your maintenance crew for the emergency fix.
Repair and Replacement: This covers the new parts—often at a premium for rush delivery—and any outside contractors you have to call in.
Secondary Damage: A catastrophic motor failure can easily take out other components with it, turning a small problem into a massive, expensive repair.
Add all that up, and you get a clear cost-per-hour of downtime for your most critical assets. That number is the bedrock of your entire ROI calculation.
Building a Hypothetical ROI Scenario
Let's walk through an example. Imagine a critical conveyor system in a manufacturing plant, all run by a large electric motor. The plant has done its homework and knows that every hour this conveyor is down costs them $20,000 in lost production and other expenses.
Over the last year, this conveyor failed out of the blue three times, leading to a total of 15 hours of downtime.
The Cost of Inaction: 15 hours of downtime × $20,000 per hour = $300,000 in lost revenue
Now, let's say the plant decides to invest $50,000 a year in an engineered maintenance services program for its critical motors. This program includes quarterly vibration and thermal scans, which catch two of the three potential failures before they can happen. The team addresses these issues during scheduled maintenance, so there’s zero unplanned downtime from them.
One minor, unpredictable failure still slips through, but because the system is being monitored, they catch it much faster. It only leads to 3 hours of downtime instead of the usual 5.
Calculating the Financial Return
With a proactive program in place, the plant’s financial picture looks a whole lot better. The annual cost of downtime plummets to just $60,000 (3 hours × $20,000). To find the net savings, we just subtract the new downtime cost and the program's cost from the original loss.
Net Savings: $300,000 (original loss) – $60,000 (new downtime cost) – $50,000 (program cost) = $190,000
Now for the ROI. The formula is simple:
(Net Savings / Program Cost) × 100 = ROI
In our scenario, that looks like this: ($190,000 / $50,000) × 100 = 380% ROI
That’s a powerful number. It means that for every dollar the company put into the maintenance program, it got $3.80 back in saved revenue. This completely changes the conversation from "How much does it cost?" to "How much will it save us?" To dig deeper, check out our guide on the benefits of predictive maintenance for manufacturing.
This shift toward financial returns and reliability is why the maintenance services market is booming. The global market, which covers everything from electric motor controls to automation, was valued at USD 81.86 billion in 2025 and is projected to hit USD 122.09 billion by 2029. That's a compound annual growth rate of 10.5%, all driven by the need for smarter upkeep and sustainable tech.
Defining Success with KPIs and Service Agreements
Any good partnership for engineered maintenance services has to be built on a foundation of clarity and trust. You can't just cross your fingers and hope for the best. To make the relationship work, you need to agree on what "success" actually looks like from the very beginning. This is where Key Performance Indicators (KPIs) and a well-defined Service Level Agreement (SLA) come into play.
Think of KPIs as the scoreboard for your entire maintenance program. They’re the hard numbers that tell you if your strategy is paying off. Vague goals like “improving reliability” won't cut it; you need real data to measure progress and prove the value of your investment.
Key Performance Indicators That Matter
When you're trying to gauge the impact of an engineered maintenance program, you want to focus on metrics that truly reflect the health of your equipment and the efficiency of your operations. Instead of drowning in a sea of data points, it's better to zero in on a handful of KPIs that tell a compelling story.
Here are a few of the most critical ones we see making a real difference:
Mean Time Between Failures (MTBF): This is the average time your equipment runs without a hitch between breakdowns. If your MTBF is trending upward, it’s a fantastic sign that your proactive maintenance is working, preventing failures before they happen.
Overall Equipment Effectiveness (OEE): OEE is the gold standard for measuring just how productive your manufacturing time really is. It combines availability (uptime), performance (speed), and quality (defects) into one powerful metric. A rising OEE score means your maintenance efforts are directly contributing to your bottom line.
Maintenance Cost per Unit: This KPI connects your maintenance spend directly to your output. If this number starts to drop, it’s proof that you're getting more efficient and your maintenance program is delivering a stronger return on investment.
These aren't just numbers on a spreadsheet. They turn maintenance from a reactive, "gut-feel" chore into a data-driven strategy, giving you the proof you need to show real improvements in uptime and profitability.
Table: Reactive Maintenance vs Engineered Maintenance
It’s one thing to talk about proactive maintenance, but seeing the difference side-by-side really drives the point home. The old "if it ain't broke, don't fix it" model is a recipe for surprise downtime and spiraling costs. An engineered approach, on the other hand, is about getting ahead of the curve.
Here's a quick comparison:
Aspect
Reactive Maintenance (Break-Fix)
Engineered Maintenance (Predictive)
Philosophy
"Wait for it to fail, then fix it."
"Predict and prevent failure before it happens."
Downtime
Unplanned and often extensive.
Minimal and scheduled.
Costs
High, unpredictable emergency repair costs.
Lower, predictable, and budgeted.
Asset Lifespan
Shortened due to repeated failures.
Extended through proactive care.
Safety
Higher risk from unexpected equipment failure.
Improved safety through well-maintained equipment.
The takeaway is clear: Engineered maintenance is a strategic investment in reliability, while reactive maintenance is a constant, costly firefighting exercise.
Crafting a Strong Service Level Agreement
Once you’ve nailed down your KPIs, the next step is to cement them into a formal Service Level Agreement (SLA). An SLA is so much more than a contract; it’s a shared playbook that outlines expectations, responsibilities, and performance goals. It ensures you and your service provider are always on the same page.
A well-structured SLA is the bedrock of a transparent and accountable partnership. It puts expectations in writing, defines performance targets, and clarifies what happens if those commitments aren't met, protecting everyone involved.
A solid SLA has to be specific and realistic. It should clearly define the scope of services and the exact performance targets your provider is committing to. For any engineered maintenance program, your SLA should always include:
Guaranteed Response Times: How fast will a technician be on-site? This should be clearly defined for different levels of urgency, from a routine check to a critical failure.
Uptime Commitments: Set a clear target for equipment availability, like 99.5% uptime for your most critical assets. This ties your provider’s performance directly to your operational stability.
KPI Reporting Standards: Agree on how often you'll get performance reports and what they'll look like. This should include monthly dashboards tracking trends in MTBF, OEE, and your other key metrics.
Scheduled Maintenance Windows: A clear, agreed-upon schedule for all preventive and predictive work ensures tasks get done on time without causing unnecessary production delays.
By setting these benchmarks before you even start, you're building a framework for success. It transforms your maintenance program from a simple list of tasks into a strategic initiative with measurable outcomes that deliver genuine business value.
How to Choose the Right Maintenance Partner
Picking a partner for engineered maintenance services is a huge decision, one that goes way beyond signing a simple vendor contract. You're not just hiring a crew to fix broken equipment; you're handing them the keys to the operational heart of your entire facility. The right partner acts like an extension of your own team, bringing in deep engineering know-how to proactively keep your most critical assets humming.
Get this choice wrong, and you're staring down the barrel of recurring failures, surprise downtime, and serious safety risks. But a truly great partner can flip that script, turning maintenance from a reactive, money-pit of a department into a predictable, value-adding part of your operation. That requires a vetting process that cuts through the sales fluff and zeroes in on what they can actually do and what they've already done.
Vetting Technical Expertise and Field Experience
First things first, you have to dig into their technical chops. Any potential partner needs to prove they have a profound understanding of your specific equipment and the environment it runs in. This is absolutely critical when you’re dealing with specialized gear like UL-listed control panels or intricate motor control centers, where safety and compliance aren't just suggestions—they're the law.
Start asking sharp questions about their real-world, hands-on experience. A qualified team should be able to walk you through their process without stumbling.
Diagnostic Tooling: Do they own and use modern diagnostic tools like thermal imagers and vibration analyzers, or are they just going to farm that work out to someone else? Having this tech in-house usually means a stronger commitment and quicker response when things go sideways.
Engineering Resources: Are there actual professional engineers on staff who can dig into a root cause failure analysis? You want a team that recommends system improvements, not just one that knows how to swap out a part.
System Integration Knowledge: How well do they play with your existing automation and control architecture? Their ability to plug in without causing chaos is a massive factor. We talk more about what separates the good from the great in our guide on choosing an industrial automation system integrator.
A partner’s value isn't just in the fancy tools they bring to the job. It's in the engineering brainpower that can actually interpret the data. The best in the business can look at a subtle vibration reading, connect it to a specific mechanical fault, and then engineer a solution that makes sure it never happens again.
Assessing Safety Protocols and Proven Track Record
Beyond the technical skills, you need to see a rock-solid commitment to safety and a documented history of getting the job done right. A strong safety culture is about protecting your people and your plant. A solid track record gives you the peace of mind that they can actually deliver on what they promise.
When you’re checking out potential providers, really dig into their operational history and safety standards. This is how you separate the seasoned pros from the rest of the pack.
Critical Evaluation Checklist
Use this checklist to keep your conversations focused and make it easier to compare your options:
Safety Record: Ask to see their formal safety program and hard numbers, like their Experience Modification Rate (EMR). A low EMR is a clear sign they take safety seriously and perform consistently.
Case Studies and References: Don't just take their word for it. Ask for real-world case studies that are relevant to your industry and equipment. More importantly, insist on talking to a few of their current clients who are facing the same challenges you are.
Reporting and Communication: How are you going to know what’s going on? A professional partner will provide detailed reports that are easy to understand and clearly connect their maintenance work to your business goals.
Training and Certifications: What kind of training are their techs getting? Look for certifications that matter, like NFPA 70E for electrical safety, credentials in predictive tech, and any OEM-specific training.
At the end of the day, choosing the right partner for engineered maintenance is about finding a team that's on the same page as you. You need a group with the technical depth, the proven experience, and an unwavering focus on safety to not just fix your assets, but to actively make them more reliable and high-performing for the long haul.
Engineered Maintenance in Action
All the theory and technical talk is great, but let's be honest—what really matters is how this stuff works in the real world. Seeing engineered maintenance services solve messy, high-stakes problems is where the true value clicks. It’s how the concept goes from a line item on a budget to a genuine game-changer for your entire operation.
This isn't just a niche service, either. The industrial maintenance market, which covers specialized work on things like motor control centers, was a USD 57.6 billion industry in 2024. It's on track to hit a staggering USD 108.24 billion by 2035.
What’s fueling that growth? A massive shift toward predictive maintenance. In fact, a whopping 91% of companies using it report they’re seeing fewer breakdowns and faster repair times. You can dig into more of these industrial maintenance market trends if you're curious.
Eliminating Delays for a Packaging OEM
Picture a food packaging OEM. Their entire business model hinges on hitting tight shipping deadlines, day in and day out. The problem was, their main conveyor system kept shutting down at random, creating massive production bottlenecks. Every failure put shipments on hold and soured relationships with their biggest clients.
They finally put a predictive maintenance plan in place, zeroing in on the conveyor's motor controls. Technicians started running regular vibration analysis, and it wasn't long before they spotted the early signs of wear on a critical bearing in one of the primary drive motors.
Instead of waiting for a catastrophic failure, they swapped out the bearing during a planned maintenance window. The result? Zero unplanned downtime for the next fiscal year. No more late shipments, and client confidence was fully restored.
This is a perfect example of how engineered maintenance directly protects your revenue. It shifted their entire mindset from reactive firefighting to a smart, proactive defense against costly downtime.
Boosting Compliance at a Water Treatment Facility
Here's another great example from a municipal water treatment facility. They were stuck with old, clunky control panels that were not only sucking down way too much power but also making it nearly impossible to keep up with changing regulatory standards.
The fix was a complete upgrade to custom-engineered, UL-listed control panels. This move didn't just solve one problem—it delivered two huge wins. The new system came with energy-efficient variable frequency drives (VFDs) built-in.
The outcome was a night-and-day difference:
Compliance Assured: That UL listing gave them documented proof that their systems met the latest industry requirements, making audits a breeze.
Energy Costs Slashed: The new VFDs adjusted motor speeds based on real-time demand, cutting the plant's energy bill by over 20%.
These stories drive home a key point. Engineered maintenance is so much more than just preventing breakdowns. It’s a powerful strategy that tackles complex business challenges, from logistics and customer satisfaction to regulatory compliance and cost control.
Your Questions, Answered
Making the switch to a smarter maintenance strategy always brings up a few questions. Let's tackle some of the most common ones we hear from plant managers and facility operators who are considering engineered maintenance services.
Is This Just for Massive Industrial Plants?
Not at all. While the big players definitely see huge returns, the core ideas of engineered maintenance scale beautifully to fit operations of any size. It’s all about applying the effort where it has the most impact.
For a small or mid-sized facility, the first step is usually a criticality analysis. A good partner will sit down with you to pinpoint that handful of machines where an unexpected shutdown would really hurt. By aiming predictive tools and engineering know-how at just those critical systems, you can get a serious ROI without a massive initial spend.
How Long Until We See Results?
This isn't a year-long waiting game. The rollout is almost always done in phases, specifically so you can start seeing value right away.
The initial discovery phase—auditing assets, setting up sensors, and getting baseline data—usually takes just a few weeks. After that, we can launch a pilot program on your most critical equipment within the first couple of months. This gives you early wins and proves the concept. A full, facility-wide implementation might stretch over six to twelve months, but the program is designed to pay for itself long before it’s fully complete.
The whole point is to generate tangible value, and fast. A phased approach lets you knock out the highest-risk problems first, delivering a clear ROI that builds a rock-solid case for expanding the program.
Isn't This Just a Fancy Name for Predictive Maintenance?
That's a common misconception, but the difference is pretty significant. The easiest way to think about it is that Predictive Maintenance (PdM) is one of the tools in the toolbox, while Engineered Maintenance is the entire strategic game plan.
Predictive Maintenance (PdM): This is all about using technology like vibration analysis and thermal imaging to forecast a failure. It answers the question, "When is this motor bearing likely to give out?"
Engineered Maintenance Services: This is the bigger picture. It uses PdM but adds a crucial layer of deep-dive problem-solving. We’re talking root cause failure analysis, system design improvements, and managing the asset's entire lifecycle. It doesn't just predict the failure; it works to engineer it out of the system for good by asking, "Why did the bearing fail in the first place, and what can we redesign to make sure it never happens again?"
In short, predictive maintenance is a tactic. Engineered maintenance is the complete strategy for winning the war against downtime.
Ready to turn your maintenance department from a cost center into a competitive advantage? The team at E & I Sales brings the deep engineering expertise and advanced diagnostic tools you need to keep your most critical systems running flawlessly. Start building a more reliable operation today.