Let's be blunt—an arc flash isn't just a spark. It's a violent, catastrophic failure with devastating human and financial costs. A structured arc flash safety training program isn't just about checking a compliance box; it’s about building a safety culture that actively prevents injuries, sidesteps crippling fines, and protects your entire operation.
Why a Proactive Safety Culture Is Non-Negotiable
It’s easy to get lost in the textbook definitions, but the reality is much harsher. An arc flash is a brutal explosion of energy, capable of reaching temperatures hotter than the surface of the sun in a split second. The consequences are immediate and often horrific. That’s why a rock-solid safety program is an absolute necessity, not an optional line item in the budget.
The numbers don't lie. We see roughly 30,000 arc flash incidents in the U.S. every single year. These aren't minor events; they lead to around 7,000 burn injuries, 2,000 hospitalizations, and 400 fatalities annually. As these arc flash accident statistics from AllumiaX show, electrical hazards are a constant, lurking threat in any industrial setting.
The Real Price of an Incident
When an arc flash happens, the fallout goes way beyond the initial medical response. The financial gut punch to a business can be staggering, hitting you from all sides with both direct and indirect costs.
Hefty OSHA Fines: We're not talking about a slap on the wrist. Non-compliance penalties can easily soar into the hundreds of thousands of dollars.
Crushing Medical Bills: Treating severe, life-altering burns is incredibly expensive, often running into the millions for just one person.
Destroyed Equipment: That explosive force can obliterate expensive switchgear, control panels, and other vital infrastructure in an instant.
Crippling Downtime: While you’re dealing with the investigation and repairs, production grinds to a halt, and every minute is lost revenue.
A proactive safety culture, anchored by consistent and effective training, is your best—and really, your only—defense. It’s about shifting the entire company mindset from reactive damage control to proactive, intelligent prevention.
A truly effective safety culture is one where every employee, from the shop floor to the C-suite, understands not just what they need to do, but why it's so critical. It’s the difference between a checklist mentality and a shared commitment to keeping everyone safe.
The Core of an Effective Program
Building this kind of culture isn't magic; it's a structured approach. To get there, you need to focus on a few key pillars that work together. A great safety program isn't just one thing, but a combination of interlocking components.
Let's break down what that looks like.
Core Components of an Effective Arc Flash Safety Program
Pillar
Objective
Key Activities
Realistic Risk Assessment
Identify and quantify hazards.
Incident energy analysis, defining arc flash boundaries, proper equipment labeling.
Clear Safety Procedures
Create unambiguous, actionable rules.
Lockout/Tagout (LOTO), energized work permits, proper tool selection and use.
Ongoing Education & Training
Ensure knowledge is current and practical.
Hands-on drills, regular refreshers, competency checks, PPE demonstrations.
This table provides a high-level view, but the real work is in the details and the commitment to consistency.
A one-and-done training session just won't cut it. Real safety comes from continuous education that keeps knowledge fresh and skills sharp, especially as standards or equipment change. A smart move is to weave this training into your regular operations. For instance, you can formalize your commitment by integrating safety checks and training reminders right into a preventive maintenance schedule template.
Ultimately, putting money and effort into a comprehensive arc flash safety program is a direct investment in your people, your productivity, and your company's long-term health. It shows you're serious about safety as a core value, not just an obligation.
Getting to Grips with the Rules and Standards
When you first dive into electrical safety, the acronyms can feel like alphabet soup. OSHA, NFPA, NEC… what does it all mean? These aren't just bureaucratic hurdles; they're the bedrock of any serious arc flash safety training program. Understanding them is what keeps people from getting hurt.
The two big players you absolutely have to know are OSHA (Occupational Safety and Health Administration) and NFPA (National Fire Protection Association).
Think of it like this: OSHA writes the law. They set the legal requirement—the "what"—for providing a safe workplace. NFPA, especially through its NFPA 70E standard, gives you the "how." It's the industry's consensus on the best practices to actually achieve that safety.
An OSHA inspector won't write you a ticket for an NFPA 70E violation directly. But they will cite you under their General Duty Clause for failing to protect employees from known hazards. And guess what they use as the yardstick for what's considered "safe"? You guessed it: NFPA 70E.
Putting the Core Concepts to Work
To make these standards work on the plant floor, you need to speak the language. The regulations are built on a few critical ideas that have to be baked into your training and your everyday work.
Qualified Person: This isn't just a job title. A "qualified person" is someone who has been specifically trained on the equipment, its operation, and the hazards involved. Crucially, they have to demonstrate they have the skills to work safely near live parts.
Arc Flash Boundary: This is a non-negotiable safety perimeter. Inside this boundary, an unprotected worker could get a second-degree burn if an arc flash kicks off. Your training has to hammer this home: crossing that line without the right PPE is a hard stop. No exceptions.
Incident Energy: This is the raw power of an arc flash, measured in calories per square centimeter (cal/cm²). It's the amount of heat your body would take at a set distance. That number, right there on your equipment labels, tells you exactly what level of arc-rated PPE is required to do the job.
I remember a case at a facility where an experienced electrician—a great mechanic, but not formally "qualified" by OSHA's definition—was troubleshooting a 480V panel. He triggered an arc flash and got badly burned because he wasn't wearing PPE rated for the calculated incident energy. The investigation found that his training was never documented and the arc flash boundary was ignored. It was a painful, expensive lesson in why these definitions matter.
The standards aren't just rules to memorize; they are life-saving tools. When your team understands that 'incident energy' isn't an abstract number but a direct measure of potential harm, their entire approach to safety changes.
The Big Picture: Global Standards and Why They Matter
This focus on rock-solid training isn't just a U.S. thing. The global market for arc flash protection is driven by these kinds of regulatory frameworks. North America was the biggest market in 2023, mostly because of strict standards from agencies like OSHA and Canada's CSA that demand comprehensive safety programs, including worker training. You can dig into the numbers yourself and check out these arc flash protection market trends from Grand View Research.
This worldwide push proves a simple truth: strong standards and consistent enforcement create demand for better equipment and more thorough training. It also circles back to how your facility's systems are designed in the first place. For instance, a smart industrial control panel design can engineer out some of the arc flash risks from the get-go, making it much easier to stay compliant and keep everyone safe.
At the end of the day, truly understanding these regulations turns your safety program from a chore into a strategy. It gives your team the power to not just follow rules, but to take ownership of their safety because they get the physics and the real-world risks behind every single task. That knowledge is the real foundation of a safety culture that actually works.
Mastering Arc Flash Risk Assessments and Labeling
Think of an arc flash risk assessment as the foundation of your entire electrical safety program. This isn't just about checking a box on a compliance form; it's the detailed engineering study that turns abstract electrical hazards into concrete, life-saving information for your team on the floor. It’s what quantifies the specific dangers lurking inside every panel and piece of equipment.
To do this right, you have to conduct a meticulous data collection process—basically an electrical census of your entire facility. Engineers need to dig into the details of every component, from the main utility feed all the way down to the individual circuit breakers. This means gathering precise data on fault current levels, conductor sizes and lengths, and, most importantly, the trip times of all your protective devices.
In-House Team Versus Third-Party Experts
So, who tackles this critical analysis? That's one of the first big decisions you'll make.
You might be tempted to use your in-house engineering team to save some money, but it's often not that simple. These studies require highly specialized software and a deep, nuanced understanding of standards that can be a real hurdle for a team that doesn't live and breathe this stuff every day.
This is where third-party engineering firms really shine. They perform these studies day in and day out, bringing an unbiased, expert perspective to the table. They’ve seen it all across countless facilities and can often spot potential issues your internal team might miss. Their entire focus is on the accuracy and compliance of the study, making sure it aligns perfectly with NFPA 70E and OSHA. That independent verification is worth its weight in gold, especially if an auditor comes knocking.
Getting this right involves a clear path: you start with the standards, build out your training based on them, and then you achieve a true state of operational safety.
This visual really drives home how each step builds on the last. You can't have real safety without proper training, and you can't have proper training without first understanding the standards. It's a chain of compliance you can't break.
From Technical Data to Actionable Labels
All that complex engineering work boils down to one thing: the arc flash label. This is arguably the most important piece of safety communication you can have on your plant floor. It’s not just a warning sticker; it's a data-driven instruction manual for anyone interacting with that equipment. A solid arc flash safety training program has to teach every qualified worker how to read, understand, and act on these labels in a split second.
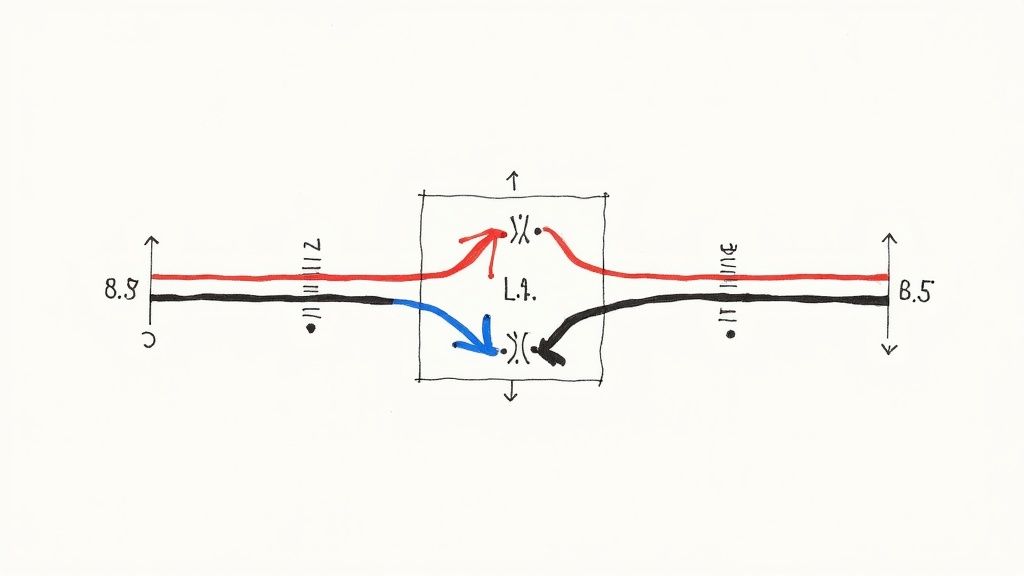
A compliant label needs to spell out a few critical pieces of information:
Incident Energy: This is the big one, shown in cal/cm². It tells you the minimum Arc Thermal Performance Value (ATPV) your PPE needs. If the label says 8.5 cal/cm², your gear better be rated higher than that.
Arc Flash Boundary: This is the "stay-out" zone. It’s the closest an unprotected worker can get before risking a second-degree burn. No one crosses that line without the right PPE on.
Required PPE Category: While modern labels often list specific gear, you'll still see the category method (1, 2, 3, or 4). Each number corresponds to a pre-defined kit of protective clothing and equipment.
Shock Risk Information: This includes the nominal system voltage and the approach boundaries (limited and restricted), which are absolutely critical for preventing shock.
The arc flash label is the final translation of complex engineering into a simple, non-negotiable set of instructions. When a worker sees that label, they should know in seconds exactly what it takes to work on that piece of equipment without getting hurt.
Let’s make this real. Say you have a 480V motor control center with a label showing 12 cal/cm² incident energy and a 48-inch arc flash boundary. A properly trained employee knows instantly they need, at minimum, a 12-cal arc-rated suit, balaclava, and gloves before they can even think about crossing that four-foot perimeter. It completely removes the guesswork.
When you're sourcing PPE based on these assessments, you have to consider every single component. Even smaller items, like a Leather Cut Resistant Driver Glove With Arc Flash Rating, must meet the required protection levels.
All this label data comes from analyzing how your protective devices will operate during a fault. The faster a circuit breaker clears the fault, the lower the incident energy. That's why understanding the specific performance of your components is so vital. Knowing the details of an ABB circuit breaker, for instance, is just as important for the engineers running the study as it is for the technicians who maintain it.
Designing a Training Curriculum That Sticks
Let's be honest. A stale PowerPoint presentation and a box of donuts isn't an arc flash safety program. To really protect your team, you need a curriculum that builds active, life-saving skills—not one that just encourages passive listening. The end goal is to create muscle memory, making safe practices an automatic reflex, not just another item on a checklist.
A truly effective program is built from the ground up. It starts with the basics and layers on more complex, hands-on tasks. It's all about making sure every "qualified" worker understands the why behind the what, turning compliance rules into ingrained, safe work habits.
Foundational Knowledge Modules
Before anyone even thinks about touching a tool, they need a healthy respect for the invisible dangers they face. Your training has to start by demystifying the physics of electrical hazards in a way that actually connects with your team. This isn't about memorizing complex formulas; it's about building a deep-seated respect for the energy they work with every single day.
Your core modules have to cover these non-negotiables:
The Physics of Shock and Arc Flash: Clearly explain how a shock occurs—the path current takes through the body—and just how little amperage it takes to be fatal. For arc flash, break down the violent chain reaction: the short circuit through the air, the intense heat, the pressure wave, the molten shrapnel, and the blinding light.
Decoding Regulations and Labels: This is where the classroom meets the plant floor. Your team needs to know exactly how to read and interpret the arc flash labels on your equipment. They must understand what incident energy, boundaries, and specific PPE requirements mean for them right at that spot.
Recognizing Hazard Conditions: You need to train your team to be vigilant detectives. Teach them how to spot abnormal equipment conditions—subtle signs of arcing, overheating, corrosion, or physical damage—that can dramatically increase the risk of an incident.
Hands-On Skills and Practical Application
This is where the rubber really meets the road. Reading about safety is one thing, but practicing it is something else entirely. Interactive, hands-on sessions are absolutely essential for building the confidence and skills needed to work safely when the pressure is on.
Your curriculum has to include practical components. A fantastic example is a Lockout/Tagout (LOTO) simulation. Don't just show a slide; set up a training board with actual disconnects, breakers, and valves. Have your employees physically walk through the entire process of isolating, locking, and verifying a zero-energy state. This muscle memory is infinitely more valuable than just reading a procedure.
Another crucial hands-on session is PPE selection, inspection, and use. Get the gear out and have them practice:
Donning and Doffing: Walk them through the correct sequence for putting on and taking off a full arc flash suit, stressing how to avoid cross-contamination.
Glove Inspection: Teach them the proper technique for visually inspecting and air-testing their rubber insulating gloves before every single use.
Tool Selection: Show them the physical difference between standard and correctly rated insulated tools. Explain why that distinction is a matter of life and death.
A worker who has physically practiced the LOTO sequence and inflated their own gloves to check for pinholes is infinitely better prepared than one who has only watched a video. These hands-on drills are where safety theory becomes lifesaving reality.
Verifying a De-Energized State
If there's one skill that is the absolute most critical in any arc flash training program, it's learning how to properly use test instruments to verify an electrically safe work condition. This isn't a single step; it's a multi-step process that must be taught, demonstrated, and drilled until it's second nature.
The mantra is simple: Live-Dead-Live.
First, test your multimeter on a known live source to make sure it's working.
Second, test the target circuit phase-to-phase and phase-to-ground to verify zero voltage.
Finally, test your meter again on that same known live source to confirm it didn't fail mid-test.
This three-step procedure removes all doubt. It is the final, definitive confirmation that a circuit is safe to touch. Skipping any part of this sequence introduces a lethal amount of risk.
We know that improving these training programs relies on good data, but that data is often incomplete. Research from Johns Hopkins University highlighted a major gap between reported and actual electrical incidents. This underreporting makes it harder to refine safety protocols, underscoring the need for better data collection to create more effective training.
Making sure your team is ready for any electrical hazard means going beyond the basics. Comprehensive essential electrical safety training reinforces these crucial, hands-on verification techniques. A curriculum that sticks is one that creates a team that doesn't just know the rules, but has the practical skills to apply them every single day.
Keeping Your Safety Program Effective and Audit-Ready
Getting your arc flash safety training program off the ground is a major accomplishment. But the real work—the part that builds a lasting safety culture—starts the moment that first training session ends.
A program that’s just a binder on a shelf is useless when sparks fly, and it will absolutely fall apart under the microscope of an audit. We need to move away from a "one-and-done" mindset. Instead, think of it as a continuous cycle of reinforcement, skill verification, and obsessive record-keeping. This is about creating a living, breathing program that evolves with new standards, equipment changes, and your workforce.
Proving Competency Beyond the Classroom
So, did the training actually stick? You can't just assume that because someone sat through a PowerPoint, they absorbed the critical, life-saving details. You have to prove it.
A written exam is a decent first step. It’s great for checking their grasp of concepts like arc flash boundaries, incident energy, and the theory behind establishing an electrically safe work condition. But that only tells you what they know, not what they can do.
That’s where hands-on skill demonstrations are absolutely non-negotiable.
LOTO in Action: Can the employee walk up to a piece of machinery, correctly identify every single energy source, and properly apply their lock and tag?
Glove Inspection: Hand them a pair of rubber insulating gloves and ask for a pre-use inspection. Are they doing a proper air test? Can they spot the subtle signs of ozone damage, cuts, or pinholes?
The Live-Dead-Live Test: On a training panel, can they flawlessly execute the three-point check with a voltmeter to verify de-energization? This isn't just a step; it's a life-saving ritual.
This is the only way to be certain that head knowledge has become muscle memory.
Maintaining Defensible Documentation
Let's be blunt: in the eyes of an OSHA auditor, if you didn't document it, it never happened. Your records need to be clean, organized, and immediately accessible. A dusty sign-in sheet from a training three years ago isn't going to cut it. Your paperwork is your first and best line of defense.
For every qualified person on your team, you need an audit-ready file containing:
Training History: Dates, course topics covered, and the instructor's name.
Competency Proof: The actual written tests (with scores!) and the signed-off checklists from their hands-on skill demos.
Official Authorization: A formal document, signed by a manager, that officially designates them as a "qualified person" for specific electrical tasks.
An organized documentation system is more than just busy work; it's a clear, defensible narrative of your company's ongoing commitment to safety. It proves you not only train your people but also verify their skills and authorize their work responsibly.
The Critical Retraining Cycle
NFPA 70E is very clear on this: retraining on safe work practices must happen at intervals not to exceed three years. That’s not a random number. It’s a built-in recognition that skills get rusty, knowledge fades, and bad habits creep in.
Think about how much can change in three years—new equipment, updated standards, maybe even a few close calls. This refresher is your chance to close any gaps that have appeared. It's also the perfect opportunity to review recent near-misses (anonymously, of course) to drive the lessons home with real-world examples from your own facility.
Don't wait until the last minute. Get this on the calendar and into the budget now. A proactive refresh cycle ensures your arc flash safety training remains a dynamic part of your culture, not a forgotten event. This continuous loop—train, assess, document, repeat—is what keeps your people safe and your program ready for any scrutiny.
Common Questions About Arc Flash Training
Even with a solid plan, a few questions always seem to come up when you're dialing in an arc flash safety training program. We hear these all the time from safety managers and facility engineers. Here are the most common ones, with some practical answers to get you on the right track.
Who Really Needs This Training?
The short answer? Anyone who could be exposed to an electrical hazard. But it's not a one-size-fits-all deal. The kind of training they need depends entirely on what they do day-to-day.
OSHA and NFPA 70E split this into two clear groups:
Unqualified Persons: Think machine operators or janitorial staff. These folks work near electrical gear but not on it. Their training is all about hazard recognition—knowing what an arc flash label means, what the approach boundaries are, and who to call if something goes wrong. It's about empowering them to stay out of harm's way.
Qualified Persons: These are your electricians, maintenance techs, and engineers—the people diagnosing, troubleshooting, or working on equipment. Their training has to be deep and comprehensive, covering everything from risk assessment and LOTO to picking the right PPE and performing live-dead-live tests. They must be able to prove they have the hands-on skills to do the job safely.
What Does It Take to Be a "Qualified Person"?
This is a big one. A "qualified person" isn't just a title you give to someone with 20 years of experience. The standards are very clear: qualification is a formal designation given by the employer.
To be officially "qualified," a worker has to be trained on the specific hazards they'll face at your facility and must have demonstrated the skills and knowledge needed to protect themselves. This isn't a handshake agreement; it's a documented process.
That means you can't just hire a seasoned electrician and assume they're good to go. You are responsible for training them on your specific equipment, your documented safety procedures, and the findings from your facility's arc flash risk assessment. Qualification is always task-specific and has to be on the books.
How Often Do We Need to Retrain?
Skills get rusty, and it's easy for bad habits to sneak back in. That’s why NFPA 70E sets a hard deadline for retraining on safe work practices: at least every three years.
But think of that as a final safety net, not the goal. You'll want to retrain much sooner if you see unsafe practices during an audit, when an employee's job duties change, or whenever you bring in new equipment or technology. The three-year rule is the absolute maximum, not the recommended pace.
Can We Just Do All Our Training Online?
Online courses and a good Learning Management System (LMS) are fantastic for building foundational knowledge in arc flash safety training. But they can't do the whole job.
The "book smarts"—the physics of an arc flash, the details of the regulations, how to read an equipment label—are perfect for an e-learning format. It’s an incredibly efficient way to get consistent, baseline information out to your whole team.
The problem is, you can't verify the most important skills through a computer screen. There's just no way to know if a worker can properly inspect a pair of insulated gloves, execute a complex LOTO, or safely use a voltmeter without seeing them do it.
The best approach is a blended one. Use online modules for the theory, then bring everyone in for mandatory, in-person sessions to assess and verify their hands-on skills. You get the efficiency of digital learning paired with the proven competence of a real-world demonstration.
At E & I Sales, we know a truly safe workplace starts with a reliable, well-documented electrical system. From custom UL-listed control panels to integrated motor control centers, our solutions are engineered with safety and compliance built in from the ground up. Let us help you design a safer, more efficient facility. Learn more at https://eandisales.com.
A circuit breaker only has one job: to protect you and your equipment. When it trips, it's not being a nuisance—it's doing its job perfectly. Think of it as an automatic emergency stop for your electrical wiring. It's an alert that something is wrong, and it almost always comes down to one of three issues: an overloaded circuit, a short circuit, or a ground fault.
Each of these represents a different kind of electrical danger, and understanding the difference is the first step in troubleshooting.
The Three Main Culprits Behind a Tripped Breaker
When a breaker trips, it's sending you a clear signal. Your job is to figure out what that signal means. Is it a simple case of too many machines on one line, or is it a symptom of a much more dangerous fault in the wiring? Let's break down the big three.
Circuit Overloads
The most common and thankfully least dangerous reason for a trip is a simple overload. This happens when you try to pull more power through a circuit than it was ever designed to handle.
Think of it like a small country road. It's perfectly fine for a few cars, but when rush hour hits and everyone tries to use it as a shortcut, you get a massive traffic jam. A circuit is the same way. If you plug too many high-draw machines into a single circuit and turn them all on, the demand for amperage exceeds what the wiring can safely carry. The breaker senses this slow build-up of heat and trips to prevent the wires from melting.
This is an incredibly common scenario. In fact, one industry survey found that tripped breakers and fuses were involved in 54% of all electrical service calls. A huge chunk of those were simple overloads.
Short Circuits
Now we're getting into more dangerous territory. A short circuit is exactly what it sounds like: the electricity finds a "shortcut" it's not supposed to take. This happens when a hot wire carrying current comes into direct contact with a neutral wire.
Instead of flowing through a machine and doing useful work, the electricity bypasses it entirely. This creates a massive, uncontrolled surge of current—hundreds or even thousands of amps in an instant. That kind of power surge can vaporize wires, create arcs, and ignite a fire in a split second. The breaker's job is to detect this violent rush and snap off in milliseconds to stop a disaster before it starts.
Ground Faults
A ground fault is a very specific, and very dangerous, type of short circuit. It happens when a hot wire touches a grounded part of the system—like a metal equipment chassis, a conduit, or a metal outlet box.
This creates a new, unintended path for the electricity to flow to the ground. If that path happens to be through a person touching that piece of equipment, the results can be fatal. This is precisely why specialized breakers and outlets (GFCIs) exist, especially in damp locations. To get a better handle on the specifics, you can learn more about how ground fault protection works and why it's so critical.
Key Takeaway: A tripped breaker isn't the problem; it's the solution to a problem. Each trip is a successful safety event, stopping potential equipment damage, electrical shock, or fire in its tracks.
To help you get a quick read on the situation next time a breaker trips, here’s a simple table summarizing what to look for.
Quick Guide to Common Breaker Trip Causes
This quick reference can help you make a preliminary diagnosis based on what you see and hear when a circuit goes down.
Cause
What It Looks Like
Immediate Risk Level
Circuit Overload
Breaker trips after a high-power device is turned on; often occurs with multiple appliances running.
Low to Moderate
Short Circuit
Breaker trips instantly with a loud pop; may be accompanied by a burning smell or sparks.
High
Ground Fault
Breaker or GFCI outlet trips immediately, especially in damp areas like kitchens or bathrooms.
High
Remember, while an overload is often something you can fix yourself by managing your equipment, shorts and ground faults are clear signs of a serious wiring problem that needs a professional electrician's attention.
How a Breaker Protects Your Electrical System
A circuit breaker is much more than a simple on/off switch. Tucked inside that plastic casing is a smart safety device, engineered to spot different kinds of electrical trouble and shut things down in a heartbeat. To really understand what causes a breaker to trip, you have to look at what's going on inside.
At its heart, a standard breaker has two distinct jobs, each designed to stop a specific type of electrical fault. It’s like having two security guards on duty: one is patient and watches for slow-building problems, while the other is a lightning-fast bodyguard for sudden emergencies.
The Patient Guard: Thermal Protection
The first line of defense is thermal protection, and its job is to stop circuit overloads. The key component here is a bimetallic strip—a small piece of metal made from two different alloys fused together. As electricity flows through the circuit, this strip gets warm.
If the current gets a little too high, say from running a high-draw packaging machine and a heat sealer on the same line, the strip heats up slowly. As it does, one of the metals expands faster than the other, causing the strip to bend. If it bends far enough, it physically releases the switch mechanism, tripping the breaker. This slow, deliberate response is perfect for preventing wires from dangerously overheating during a sustained overload.
The Fast Bodyguard: Magnetic Protection
The second guard is magnetic protection, and it's built for one thing: reacting instantly to the violent current surge of a short circuit. This system uses a small electromagnet, or solenoid. During normal operation, the current flowing through it is too weak to have any effect.
But during a short circuit, the current can spike to hundreds or even thousands of amps in an instant. This massive surge creates a powerful magnetic field that yanks a metal lever, which immediately trips the breaker. This reaction is almost instantaneous, cutting the power before that massive burst of energy can start a fire or cause an explosion.
A breaker’s dual-action design allows it to distinguish between a minor, temporary overload and a catastrophic short circuit, providing the right level of protection for each threat.
Modern Breakers With Advanced Protection
While thermal and magnetic protection are the bedrock of breaker technology, modern safety codes demand even smarter safeguards in certain environments. This is where specialized devices like GFCIs and AFCIs come into the picture, adding extra layers of intelligence right inside the breaker itself.
Ground Fault Circuit Interrupters (GFCIs)
A GFCI's sole purpose is to prevent electric shock. It does this by constantly measuring the current flowing out on the "hot" wire and comparing it to the current coming back on the "neutral" wire.
How it Works: In a properly functioning circuit, these two currents should be perfectly balanced. But if electricity finds an alternate path to the ground—like through a person touching a faulty piece of equipment—the returning current will be less than the outgoing current.
Its Purpose: The GFCI can detect an imbalance as tiny as 4-6 milliamperes and will trip the circuit in a fraction of a second. This is fast enough to prevent a fatal shock, which is why you'll find them mandated in wet or high-risk locations like wash-down areas, kitchens, and outdoor outlets.
Arc Fault Circuit Interrupters (AFCIs)
An AFCI is basically a fire prevention device. It’s designed to listen for the specific electrical "noise" or signature created by a dangerous arc fault—the kind of spark that jumps between loose or damaged wiring.
How it Works: An arc is an erratic, sputtering connection. It's not the clean, massive surge of a short circuit, so a standard breaker might not even notice it. The AFCI, however, has sophisticated electronics that are trained to recognize the unique waveform of a dangerous arc.
Its Purpose: Once it detects an arc, the AFCI trips the circuit to stop the intense heat from igniting nearby materials like dust, insulation, or cardboard. These are crucial in areas where frayed cords or damaged in-wall wiring can create a hidden fire hazard.
You can take a closer look at the different types and technical specs of these and other devices in this detailed guide to the miniature circuit breaker.
Solving Nuisance Tripping from Arc Fault Breakers
Arc Fault Circuit Interrupters (AFCIs) are fantastic at preventing fires, but their hair-trigger sensitivity can lead to a familiar headache: nuisance tripping. You’re running a piece of equipment, and suddenly, the power cuts out for no clear reason.
What’s going on? An AFCI is built to recognize the distinct electrical "fingerprint" of a dangerous arc—that spark that jumps between loose or damaged wires. The problem is, plenty of perfectly safe devices, from power tools to older motors, create electrical noise that can look a lot like that dangerous signature, tricking the breaker into a false alarm.
What Is Nuisance Tripping?
Nuisance tripping is when an AFCI cuts the power because of something that isn't actually a threat. The breaker isn't broken; it’s just being a little too cautious and misinterpreting the electrical signals it’s seeing.
Think of an AFCI like an overeager security guard. A good one will stop a real intruder, but a hyper-sensitive one might tackle the mailman every morning. The AFCI's job is to tell the difference between the hazardous crackle of a frayed wire and the normal, harmless sparks inside a motor. Sometimes, it gets it wrong.
A few common culprits are notorious for causing these false alarms:
Brushed Motors: Found in vacuums, power tools, and many older appliances, these motors create tiny, routine sparks as they run.
Electronic Devices: Things like dimmer switches, fluorescent light ballasts, and even some computers can generate electrical waveforms that an AFCI might flag as suspicious.
Shared Neutral Wires: In older buildings, it's not uncommon for multiple circuits to share a single neutral wire. This can create tiny imbalances that a sensitive AFCI will interpret as a fault.
Distinguishing a False Alarm from a Real Danger
So, how can you tell if a trip is a minor annoyance or a signal of a real problem? The answer usually lies in the pattern. If the breaker trips once while you're firing up a high-powered tool, it's probably a nuisance. But if you're getting frequent, random trips with no obvious cause, that’s a major red flag.
A persistent AFCI trip is a powerful warning sign. It often points to hidden dangers like stapled wires behind drywall, loose connections in an outlet, or rodent damage to a cable—all of which are significant fire hazards.
It’s tempting to just reset the breaker and move on, but ignoring these warnings is a gamble. Research from electrical safety experts paints a clear picture. One survey found that in 74% of AFCI service calls, contractors discovered genuine, dangerous arcing conditions. Adding to that, the Consumer Product Safety Commission (CPSC) reported that 85% of electrical fires they investigated occurred in homes over 20 years old, where aging wiring is a prime suspect. To get a deeper technical perspective, you can read this breakdown of high-voltage circuit protection.
Troubleshooting Persistent AFCI Trips
If an AFCI breaker just won't stop tripping, there are a few diagnostic steps you can take. First, unplug everything on the circuit. Reset the breaker. If it stays on, the issue is almost certainly with one of the devices you unplugged. Start plugging them back in one at a time until the breaker trips again. You've found your culprit.
But what if the breaker trips again, even with nothing plugged in? That tells you the fault is in the wiring itself. It could be a loose terminal screw on an outlet, a wire nicked inside a wall, or a bad connection in a junction box. At this stage, the problem is beyond a simple fix and needs a professional. Do not ignore it. An electrician has specialized tools to hunt down the exact location of the arc fault and fix it safely, ensuring your breaker does its job without the constant false alarms.
Diagnosing Breaker Trips in Industrial Settings
When a breaker trips in your house, it’s an annoyance. But when one trips on the plant floor, it can bring a multi-million-dollar production line to a dead stop. The stakes are exponentially higher, and the root cause is rarely as simple as a hairdryer and a microwave on the same circuit.
Industrial environments present their own unique electrical challenges. Heavy-duty equipment like massive motors, compressors, and Variable Frequency Drives (VFDs) don't behave like typical household appliances. For example, the huge inrush current needed to kick-start a large motor can be six to eight times its normal running current. A standard breaker can easily mistake this momentary surge for a dangerous short circuit and trip unnecessarily. On top of that, the high-speed electronic switching inside modern VFDs can create electrical "noise" or harmonics that can confuse more sensitive protective devices. Getting a handle on these industrial-specific behaviors is the first real step toward troubleshooting effectively.
The Real Cost of a Tripped Breaker
A tripped breaker in a manufacturing setting isn't just a matter of flipping a switch. It's a direct blow to the bottom line. Consider a German automotive plant where random breaker trips—sometimes up to eight a day—were causing production losses estimated at a staggering $50,000 per hour.
It's not just about downtime, either. The mechanical stress from constant tripping and resetting drastically shortens a breaker's lifespan. A standard Miniature Circuit Breaker (MCB) is built for about 10,000 mechanical operations, while a heavy-duty Vacuum Circuit Breaker (VCB) might be rated for 30,000. Every nuisance trip pushes that component one step closer to premature failure.
A Methodical Approach to Troubleshooting
When a critical machine goes dark, panic is not a strategy. A scattered, "try-this-try-that" approach will only waste time and could even be dangerous. What you need is a systematic, repeatable process to pinpoint the root cause quickly and safely.
Here is a simple checklist to get you started:
The following table outlines a structured approach for troubleshooting breaker trips in an industrial setting, moving from simple observations to more detailed electrical checks.
Industrial Troubleshooting Checklist
Diagnostic Step
Action to Take
Potential Finding
1. Gather Context
Talk to the machine operator. What was happening right before the trip? (e.g., startup, heavy load, idle). Note any HMI alarms, strange noises, or smells.
Startup trip suggests inrush current issues. Mid-cycle trip points to overload. Alarms can pinpoint the exact fault.
2. Visual Inspection (Power Off)
Perform a proper lockout/tagout. Open the panel and look for obvious signs of trouble: burnt wires, discoloration at terminals, loose connections.
Charred components indicate a short circuit. Discolored terminals signal overheating from a poor connection.
3. Analyze Trip Pattern
Is the trip instant or delayed? Does it happen at the same time every day? Is it random?
Instant trips often mean a direct short or ground fault. Delayed trips suggest a thermal overload. Predictable timing might point to external factors like utility voltage sags.
4. Isolate Components
Disconnect the load (motor) from the circuit. Try to reset the breaker. If it holds, the problem is likely in the motor or its wiring.
If the breaker trips with no load connected, the fault is in the wiring between the breaker and the motor.
5. Measure Load
Use a clamp-on ammeter to measure the current during startup and under normal load. Compare this to the motor’s Full Load Amp (FLA) rating.
A current significantly higher than the FLA rating points to a mechanical issue (e.g., seized bearing, jam) forcing the motor to work harder.
6. Check Insulation
Use a megohmmeter to test the insulation resistance of the motor windings and cabling.
A low resistance reading (megger test failure) indicates failing insulation, which is a common cause of ground faults.
7. Review Drive Faults
If a VFD is involved, access its fault log. The drive records the exact conditions at the moment of the trip.
The fault code (e.g., Overcurrent, Overvoltage, Ground Fault) is an invaluable clue that directs your next steps.
By following a structured process, you can move from a state of guessing to a data-driven diagnosis, which is the key to solving the problem right the first time.
Expert Tip: Keep a detailed maintenance log for every trip. Note the time, machine status, and any other relevant conditions. Over time, these records can reveal subtle patterns that point directly to the culprit, like a voltage dip that happens every time the big compressor kicks on.
This flowchart shows a simplified diagnostic process for an AFCI, but the core logic—check external factors before blaming the component itself—is a golden rule for troubleshooting any type of breaker.
Advanced Diagnostic Tools and Techniques
When the obvious checks don't solve the puzzle, it's time to bring out the heavy-duty diagnostic tools. This is where condition monitoring and predictive maintenance strategies really shine, helping you find problems before they cause a shutdown.
Load Measurements: A trusty clamp-on ammeter is your best friend. By measuring the actual current draw during startup and operation and comparing it to the motor's nameplate FLA (Full Load Amp) rating, you can immediately spot an overload. If the amps are too high, it's a clear sign of a mechanical problem making the motor work too hard.
Insulation Resistance Testing: A megohmmeter, often called a "megger," is the tool for finding failing insulation in motor windings or cables before they fail completely. A low resistance reading means the insulation is breaking down, which will eventually lead to a ground fault or short circuit.
VFD Parameter Review: If a VFD is running the show, its fault history is a goldmine of information. The drive logs the precise conditions when it tripped, often giving you specific codes for overvoltage, undervoltage, or excessive current. Understanding how variable frequency drives operate is key to properly interpreting these valuable fault codes.
Practical Ways to Prevent Breaker Trips
Once you know why breakers trip, you can move on to the real goal: stopping it from happening in the first place. Being proactive doesn't just save you the headache of downtime; it builds a safer, more reliable electrical system from the ground up.
The core principles are the same whether you're in a home workshop or a massive packaging plant. You need to understand your electrical loads, use the right gear for the job, and keep your system in good health.
Balance Your Electrical Loads
By far, the most common culprit behind a tripped breaker is a simple circuit overload. This isn't really an electrical fault so much as a planning problem. Think of each circuit as a single lane on a highway—it has a hard limit on how much traffic it can handle. Try to cram too many power-hungry appliances into that one lane, and you’ll get a jam.
To avoid this, you have to become an electrical traffic controller. Start by mapping out which outlets are on which circuits. An old-school but effective trick is to plug a loud radio into an outlet, then head to your panel and flip breakers one by one until the music stops. Label that breaker, and repeat.
Once you know your layout, you can distribute the load intelligently:
Separate the Power Hogs: Don't run a microwave and a toaster on the same kitchen circuit at the same time. Same goes for a space heater and a vacuum.
Give Big Equipment Its Own Lane: Any high-demand machinery, like a central AC unit, a water heater, or an industrial conveyor, should always have its own dedicated circuit. This guarantees it gets the power it needs without fighting other devices for it.
An overloaded circuit is a clear sign that your power demands have outgrown your system's original design. Just spreading out your appliances is a surprisingly effective way to prevent the most frequent kind of breaker trip.
Choose the Correct Breaker for the Job
Not all breakers are created equal. It's a classic mistake to think that any breaker with the right amperage will work. The type of breaker is just as critical, especially when dealing with motors in things like air conditioners or industrial machines. That initial startup requires a massive, split-second surge of power called inrush current.
A standard breaker sees that huge surge and thinks it's a dangerous short circuit, so it trips—even though nothing is wrong. This is where specialized breakers earn their keep.
HACR-Rated Breakers: Designed specifically for Heating, Air Conditioning, and Refrigeration, these have a built-in time delay. They’re smart enough to ignore that harmless startup surge from a motor, preventing those frustrating nuisance trips.
High Magnetic Trip Breakers: In heavy-duty industrial settings, you'll see these breakers (often called "D-Curve") used for huge motors and transformers. They are built to withstand extremely high inrush currents without flinching.
Using the wrong type of breaker is a recipe for constant frustration. Making sure the breaker's trip curve matches the load's behavior is how professionals build reliability right into the system.
The Importance of Routine Maintenance
Loose connections are a silent killer in electrical systems. Over time, normal vibrations and the constant cycle of heating and cooling can cause terminal screws on outlets and breakers to work themselves loose. A loose wire creates high resistance, which generates a ton of heat. This can lead to arcing—a serious fire hazard and a common reason what can cause a breaker to trip.
Your best defense is a simple maintenance schedule.
Annual Panel Inspection: Have a qualified electrician give your panel a yearly check-up. They can torque all the terminal screws to the correct specifications and use a thermal camera to spot "hot spots"—the tell-tale sign of a loose connection before it fails completely.
Inspect Outlets and Cords: Give your outlets and power cords a quick look-over now and then. Check for any discoloration, scorching, or if an outlet feels warm to the touch. Frayed or damaged cords should be replaced immediately, as they're a direct path to a short circuit.
Catching these little problems early is the key to preventing them from becoming major faults that trip breakers and create serious safety risks.
When to Call in a Professional Electrician
Knowing how to reset a tripped breaker is a handy skill for anyone on the plant floor. But knowing when to leave it alone? That’s far more critical.
Think of a circuit breaker as a safety sentinel. When it trips, it's raising a flag, telling you something is wrong. A one-off trip might just be a momentary overload—no big deal. But when that breaker trips repeatedly, it's not a suggestion anymore. It's a warning that there's a deeper problem you can't just reset away.
Your biggest clue is an immediate re-trip. If you flip the breaker back on and it snaps off again right away—either instantly or within a few seconds—stop. That’s a classic sign of a serious fault, like a short circuit or a dangerous ground fault. Forcing it back on again and again is like putting a brick on the gas pedal of an overheating engine. You’re inviting damage, arcing, and even fire.
Red Flags That Demand an Expert
Beyond a breaker that won't stay on, your own senses are your best diagnostic tools. If you notice any of the following signs around your electrical panels, equipment, or outlets, it’s time to call a qualified electrician. Don't try to be a hero.
A Burning Smell: If you catch a whiff of burning plastic or an unusual acrid smell (often described as ozone) near a panel or connection point, that's a five-alarm fire in the making. It means wiring insulation is melting from extreme heat.
Visible Scorch Marks: See any black or brown discoloration on an outlet, plug, or the breaker itself? That's physical evidence of a serious heat problem or electrical arcing.
A Hot Breaker Panel: Go ahead and touch your panel cover (the front, not the inside!). It should feel cool or room temperature. If it's warm or hot to the touch, you've got a problem—likely a loose connection or a failing breaker generating dangerous heat.
Buzzing or Hissing Sounds: Your electrical panel should be silent. Any audible buzzing, crackling, or hissing is a cry for help. It usually points to a loose wire arcing or a breaker that's on the verge of failing completely.
Safety Is Not a DIY Project: Messing around inside a live electrical panel is a recipe for disaster. Diagnosing complex wiring faults, tracing short circuits, or replacing a faulty breaker requires specialized knowledge, the right tools, and a deep understanding of safety codes.
Here’s a simple rule of thumb: if you can easily identify the cause of the trip—say, a new motor was just plugged into an already loaded circuit—and removing it solves the problem, you’re probably fine to reset the breaker.
But for anything more mysterious, or anytime you see, smell, or hear one of those red flags, the risk is simply not worth it. A professional electrician has the tools and training to find the root cause safely and ensure the fix is done right and to code.
Diving Deeper: Common Questions About Breaker Trips
Even when you know the difference between an overload and a short circuit, those concepts can feel a bit abstract. Let's tackle some of the most common questions that come up in real-world situations to connect the dots.
Why Does My Breaker Trip When I Use the Microwave?
This is a textbook example of a circuit overload. Microwaves are power-hungry, often pulling between 10 to 15 amps all by themselves.
Now, imagine that microwave is plugged into the same circuit as your toaster oven and coffee maker. When you go to heat up lunch, the combined electrical draw easily surpasses the circuit's 15 or 20-amp rating. The breaker trips to stop the wires from overheating—exactly what it's designed to do. The easiest fix is to move one of the appliances to a different circuit. For a permanent solution, especially in a breakroom, running a dedicated circuit for the microwave is the way to go.
Can a Faulty Appliance Cause a Breaker to Trip?
Without a doubt. A malfunctioning piece of equipment is a prime suspect for both short circuits and ground faults. Over time, internal wiring can wear out, fray, and make contact, causing a massive surge of current and that loud "pop" of a magnetic trip.
Another dangerous scenario is a ground fault, where a hot wire touches the appliance's metal frame. This can cause a standard breaker to trip from the current surge, but it’s precisely the kind of hazard a GFCI is built to detect and stop instantly. To troubleshoot, unplug everything on that circuit. After you reset the breaker, plug each device back in one by one. The one that causes the trip is your problem child.
A breaker trip isn't a failure; it's a success story. It's doing its job. But if it keeps tripping, it’s not nagging—it’s screaming that there's a serious problem that needs your attention. Ignoring it is like hitting snooze on a fire alarm.
Is It Safe to Just Keep Resetting a Tripped Breaker?
Absolutely not. Resetting a breaker that tripped from a temporary overload is one thing, but repeatedly forcing one back on is asking for trouble.
If the breaker trips again immediately, you're dealing with a persistent fault. Each time you force it closed, you're sending a massive surge of current into that fault, which can cook the wiring inside your walls, destroy the breaker itself, and create a very real risk of an electrical fire. If a breaker won't stay on, the only safe move is to leave it off and call a qualified electrician.
At E & I Sales, we provide the robust electrical components and custom control panels designed to prevent trips and enhance safety in demanding industrial environments. Explore our solutions today.
Trying to create a new maintenance plan from scratch for every single motor and drive in your facility? That’s a surefire way to burn out your team and invite chaos. A standardized preventive maintenance schedule template is the answer. It gets rid of the guesswork and gives you a consistent, reliable system that cuts down on errors and makes sure the important stuff never gets overlooked.
Think of this template as the foundation for your entire maintenance strategy—it's how you finally shift from putting out fires to preventing them in the first place.
Why a Solid Maintenance Template Is Your Biggest Asset
Let's picture two different scenes on the factory floor.
In one plant, technicians are flying by the seat of their pants, relying on memory, scribbled notes, and word-of-mouth. When a critical motor inevitably goes down, production screeches to a halt. The team scrambles to figure out what's wrong, but they have no clear maintenance history to guide them. The result? Extended downtime, rushed (and often sloppy) repairs, and a never-ending cycle of crisis management.
Now, imagine another facility. Here, every task is guided by a solid PM template. A tech knows exactly which motor to inspect, the specific checks to perform, what tools they'll need, and the safety procedures to follow. This isn't just about preventing failures; it's about building a predictable, efficient, and much safer place to work.
The Financial and Operational Wins
The payoff from using a standardized template is about more than just being organized. When everyone follows the same format, you create a system that delivers some serious financial and operational gains.
Here’s where a well-designed template really starts to pay dividends:
Eliminates Guesswork: A good checklist ensures every technician, whether they’re a seasoned pro or fresh on the job, performs the same critical checks every single time. This consistency is non-negotiable for complex equipment like motor control centers, where one small missed step can lead to a massive failure.
Reduces Human Error: By clearly laying out the steps, tools, and safety protocols, a template slashes the risk of mistakes that could damage equipment or, even worse, cause an injury.
Creates a System of Record: Every time a template is completed, it adds to a detailed service history for that asset. This data is gold when you're troubleshooting, facing a compliance audit, or trying to plan for future maintenance.
The real power here is the compound effect. Over time, that consistent execution leads to longer equipment life, better safety records, and a much smarter, more predictable spare parts inventory.
From Reactive Chaos to Proactive Control
A systematic approach turns your maintenance department from a cost center into a value driver. Instead of just reacting to breakdowns, your team starts anticipating needs, scheduling work during planned downtime, and making the most of your resources.
This proactive stance delivers real savings. In fact, companies that get serious about preventive maintenance can cut their operational costs by 12-18% compared to those stuck in a reactive loop. They also see huge reductions in repair times and unplanned downtime just by catching problems before they escalate.
Let’s be honest: a preventive maintenance template is either the backbone of your entire strategy or just another spreadsheet that gets ignored. A poorly designed one creates confusion and leads to missed tasks. But a well-structured template? That drives accountability, clarity, and real efficiency on the factory floor.
So, how do we turn a basic checklist into a powerful operational tool? It all starts with the core fields.
The Essential Fields for Clarity and Accountability
Think of these as the non-negotiables. They’re the who, what, where, and when for every single maintenance task. Without this basic information, your PM program is built on shaky ground, leaving everything up to guesswork.
These are the fields I’ve seen make the biggest difference in eliminating ambiguity and creating a clear audit trail.
Asset ID/Name: A unique identifier like "MTR-04B" is critical. It links the task directly to a specific motor, preventing any mix-ups when you have rows of identical equipment.
Location: Be specific. "Production Line 3, Conveyor Drive" saves a technician precious minutes they would have spent hunting for the right asset.
Task Description: Vague instructions are useless. Instead of "Check motor," a good description is action-oriented: "Visually inspect motor for signs of overheating and listen for unusual bearing noise."
Estimated Time: This is crucial for scheduling and resource planning. It sets a realistic expectation for how long a job should actually take.
Required Tools & Materials: Listing everything from a 1/2-inch socket wrench to a specific lubrication grease prevents those frustrating return trips to the tool crib.
Completed By & Date: A simple signature or initial field drives accountability. It creates a bulletproof record of who did the work and when—invaluable for troubleshooting or during an audit.
Getting these fundamentals right is the difference between a vague suggestion and a clear directive. Building templates with this level of detail is a core part of creating solid maintenance documentation. If you need some inspiration on clarity and flow, exploring different business process documentation templates can be a huge help.
A robust template needs to cover more than just the basic "what to do." Here’s a quick look at the fields that will take your PM schedule from functional to fantastic, split between the absolute essentials and the advanced details that give you a competitive edge.
Essential vs. Advanced Fields for Your PM Template
Field Name
Purpose and Importance
Type (Essential/Advanced)
Asset ID/Name
Uniquely identifies the equipment to prevent confusion.
Essential
Location
Pinpoints where the asset is to save technician time.
Essential
Task Description
Provides clear, actionable instructions for the work.
Essential
Estimated Time
Helps with scheduling and workforce management.
Essential
Required Tools & Materials
Ensures the tech has everything they need upfront.
Essential
Completed By & Date
Creates a record of accountability for all completed work.
Essential
Priority Level
Helps teams focus on the most critical tasks first.
Advanced
Safety Procedures (LOTO)
Explicitly calls out required safety protocols like Lockout-Tagout.
Advanced
Reference Documents
Links to OEM manuals, SOPs, or schematics for detailed guidance.
Advanced
Observations/Technician Notes
Captures on-the-ground intelligence and early warning signs.
Advanced
This table gives you a roadmap. Start with the essentials to build a solid foundation, then layer in the advanced fields to really refine your maintenance operations.
Moving from Good to Great with Advanced Fields
Once you’ve nailed the basics, a few advanced fields can elevate your template from a simple schedule to a strategic tool. These columns add deeper context, reinforce safety, and create an invaluable feedback loop from your team on the ground.
This is where you start seeing the big-picture benefits really stack up.
As you can see, a well-executed program directly hits the bottom line by cutting operational costs, slashing equipment downtime, and reducing the frequency of major, expensive repairs.
Here are the fields that separate a standard template from a world-class one:
Priority Level: Not all PMs are created equal. A simple Critical, High, or Medium scale helps your team focus on what matters most when time and resources are tight.
Safety Procedures (LOTO): For any task involving hazardous energy, this is a non-negotiable. Explicitly stating "Lockout-Tagout (LOTO) procedures required" reinforces your safety culture. This is a core part of the overall https://eandisales.com/uncategorized/protection-of-motors/ to keep both equipment and personnel safe.
Reference Documents: Link directly to OEM manuals or schematics. Giving technicians instant access to the right information helps them do the job correctly the first time.
Observations/Technician Notes: Honestly, this might be the most valuable field on the entire sheet. It’s a space for technicians to report what they’re actually seeing and hearing—things like, "Noticed slight vibration on startup" or "Seal appears to be wearing prematurely."
This 'Observations' section is your early warning system. It captures the subtle signs of impending failure that only an experienced technician would notice, turning your team into a proactive source of invaluable data.
By designing your preventive maintenance schedule template with this mix of essential and advanced fields, you’re creating much more than a schedule. You’re building a dynamic tool for communication, accountability, and continuous improvement.
How to Set the Right Maintenance Frequency
Figuring out how often to perform a maintenance task is one of the trickiest parts of building a solid preventive maintenance plan. If you get it wrong, you’re either burning cash on over-maintenance or staring down the barrel of a costly failure from doing too little. The secret isn't to guess; it's to build a framework that finds the sweet spot for every single asset.
Simply pulling a number out of thin air or slapping a generic "monthly check" on every motor just won't work. An effective schedule needs to be smarter, layering in the unique demands placed on each piece of equipment.
Start with Manufacturer Recommendations
Your first stop should always be the original equipment manufacturer (OEM) manual. These guidelines are your baseline, built on countless hours of engineering and testing. They’ll usually lay out tasks based on operating hours, cycles, or just good old calendar time.
But—and this is a big but—treat these as a starting point, not gospel. The OEM has no idea what your specific facility is like. That's where your team's real-world knowledge is absolutely essential.
Layer in Real-World Operating Conditions
The environment an asset lives in dramatically changes its maintenance needs. A motor humming along in a clean, climate-controlled room is going to wear completely differently than an identical one battling dust, moisture, and wild temperature swings in a foundry.
You have to adjust your frequencies based on these factors:
Contamination: Is the area gritty, dusty, or exposed to corrosive chemicals? Dirty environments almost always demand more frequent lubrication and filter changes.
Temperature: Extreme heat kills lubricants and electrical insulation. Extreme cold can make components brittle and prone to cracking.
Vibration: If a machine is mounted near something that shakes the whole floor, you’ll need to check for loose fasteners and connections far more often.
Let's say the OEM suggests a 500-hour lubrication interval for a conveyor motor. If that conveyor is in a dusty cement plant, you'd be wise to shorten that to 350 hours to avoid a catastrophic bearing failure. On the flip side, if it’s in a pristine packaging facility, you might be able to safely stretch it out a bit.
Factor in Asset Criticality and Usage Patterns
Not all equipment is created equal. When a critical production line motor goes down, it's a disaster. When a non-essential exhaust fan quits, it’s an annoyance. Your maintenance frequency has to reflect that reality. The high-priority assets that keep the lights on deserve more frequent and intensive checks.
At the same time, look at how the equipment is actually used. Is it running flat-out 24/7, or does it only kick on a few times a day? This is where you decide on the right kind of trigger for the maintenance task.
Time-Based: This is perfect for anything that degrades with age, like annual inspections or replacing batteries in a UPS. A fire suppression system, for example, has to be tested annually whether it was used or not.
Usage-Based: This is the way to go for components that wear down with use, like motors, pumps, and mobile equipment. Scheduling an oil change every 250 operating hours is so much more accurate than just doing it "every three months."
Condition-Based: This is the next level. Here, maintenance is only triggered when data shows it's needed—like a vibration sensor hitting a certain threshold or an oil analysis coming back with bad news. It stops you from doing work that isn’t necessary.
A well-planned schedule is also a huge part of workplace safety. It's a sobering fact, but around 30% of manufacturing fatalities are linked to maintenance activities. This statistic highlights just how crucial careful planning and strict adherence to safety protocols like lockout/tagout are. You can find more data connecting maintenance and safety over at Upkeep.com.
By combining OEM guidance with your own analysis of the environment and asset criticality, you graduate from a generic checklist to a truly tailored strategy. This makes sure your most important assets get the attention they need without wasting your technicians' valuable time on equipment that’s doing just fine.
Taking Your Template to the Next Level with a CMMS
A well-organized spreadsheet is a great first step for taming maintenance chaos, but honestly, it has its limits. If you really want to unleash the power of your preventive maintenance schedule, the next logical move is to a Computerized Maintenance Management System (CMMS). This is where your static template transforms into a living, breathing engine for your entire maintenance operation.
The good news is that the template we’ve built out maps almost perfectly to the fields in a typical CMMS. Think of it as a blueprint for your digital work orders. Your "Asset ID," "Task Description," and "Priority Level" fields don't just get copied over; they become the backbone of automated workflows that lift the manual burden from your planners and techs.
From Manual Lists to Automated Workflows
The real magic kicks in when the system starts doing the work for you. Instead of a planner poring over spreadsheets to see what's due, the CMMS handles it. Based on the frequencies you’ve set, it automatically generates and dispatches work orders to the right people with all the details they need.
You'll see the benefits almost immediately:
Automatic Work Order Generation: The system triggers PMs based on time or runtime, so critical tasks never get missed.
A Single Source of Truth: All maintenance history, technician notes, parts used, and downtime are logged against the asset in one central place.
Effortless Reporting: Suddenly, tracking KPIs like PM compliance or Mean Time Between Failures (MTBF) is simple. You get clear, data-backed insights without the spreadsheet gymnastics.
On-the-Floor Mobility: Techs can pull up schedules, view procedures, and close out work orders from a phone or tablet, right at the machine.
This shift from putting out fires to preventing them is why so many facilities are investing heavily. In fact, 88% of manufacturing facilities now use preventive maintenance. The industry is moving fast toward data-driven operations, and you can see more on these maintenance market trends over at Verdantis.com.
Integrating your schedule into a CMMS does more than just digitize a spreadsheet. It creates a unified system that connects your team, your equipment, and your biggest operational goals.
Prepping Your Template for a Painless Import
Getting your data from a spreadsheet into a CMMS can either be a seamless transition or a complete headache. The difference almost always comes down to how well you prepare. A clean, consistent template is your ticket to avoiding the garbage-in, garbage-out trap.
Before you even think about uploading that file, run through this quick sanity check:
Standardize Your Naming: Make sure asset IDs are identical everywhere. To a computer, "MTR-01" and "Motor 01" are two completely different things. Pick a format and enforce it.
Scrub Your Data: Get rid of any merged cells, weird special characters, or funky formatting. Keep it simple and clean.
Fill in the Blanks: Do a quick spot-check for typos and make sure every required field—like Asset ID and Task Description—is filled out for every row. Missing data will throw errors during the import.
Confirm Field Mapping: Know exactly which column in your spreadsheet will go into which field in the CMMS. A mismatch here can scramble your entire asset database.
Trust me, spending an hour or two cleaning up your data now will save you countless hours of frustration later. A solid data foundation is also the first step toward more advanced strategies. If you're curious about what’s next, our guides on predictive maintenance technology show where the industry is headed. A well-implemented CMMS is what gets you on that path.
Rolling Out Your New Maintenance Schedule
You’ve done the hard work of creating the perfect preventive maintenance schedule. That’s a huge win, but it's only half the battle. The real test is getting your team to actually use it day in and day out, making it a core part of how they work.
Let’s be honest: a brilliant plan that just sits in a folder is completely useless. A successful rollout is what turns your template from a document into a powerful tool for reliability.
The secret isn't some massive, company-wide launch that happens overnight. That’s a classic recipe for confusion, resistance, and a quick slide back into old, reactive habits. The smarter approach is a phased rollout that lets you iron out the wrinkles and build momentum from the ground up.
Start with a Pilot Program
Instead of throwing your entire operation into a new system all at once, pick a controlled environment for a trial run. This pilot program is your chance to see how the template holds up in the real world, get some honest feedback, and prove its value before going big.
I’ve seen this work best when you start with a single, well-defined area.
One Production Line: This lets you see how the schedule fits into daily operations and affects a specific set of connected assets. It’s a self-contained test.
A Group of Non-Critical Assets: Choosing equipment like facility HVAC units or your air compressors really lowers the stakes. If you hit a snag, it won’t bring production to a screeching halt.
The whole point of this pilot phase is to learn. Does a specific task take way longer than you estimated? Is a checklist item confusing? Is a tool missing from the list? Now is the time to find out and fix it.
Conduct Training That Actually Sticks
Good training is about so much more than just handing someone a spreadsheet and wishing them luck. You have to explain the "why." When technicians get that this new process is meant to make their jobs easier, prevent those frustrating breakdowns, and improve safety, you'll get buy-in instead of pushback.
Keep your training sessions practical. Grab a real asset from the pilot program and walk the team through the template right there on the floor. Show them exactly how to fill out each field and, most importantly, where to log their crucial observations. This needs to be a conversation, not a lecture.
A critical mistake is treating training as a one-and-done event. Real adoption happens when you create an open, continuous feedback loop. Make it clear that their on-the-ground experience is essential for making the schedule better over time.
Build Momentum with Early Wins
As your new PM schedule gets going, you have to be on the lookout for early successes—and celebrate them. Positive reinforcement is what builds momentum and helps shift the culture from reactive firefighting to proactive ownership.
Did the pilot line hit 100% PM compliance in the first month? Share that news. Did a technician's note in the "Observations" field catch a bearing about to fail? Recognize that person's contribution publicly.
These small victories are proof that the new system works. They create a powerful case for change that resonates far more than any top-down order ever could. This is how you start building a true culture of proactive maintenance.
Answering Common Questions About PM Schedules
Even the most meticulously crafted plan runs into real-world questions once it hits the shop floor. Let's dig into some of the most common hurdles managers and technicians face when they start using a new preventive maintenance schedule template. Getting these answers straight from the beginning makes the whole process smoother and gets everyone on board.
A great template is your starting point, but knowing how to flex and adapt it to the day-to-day chaos is what really makes it work. These are the kinds of practical questions that always seem to come up.
How Do I Prioritize Maintenance Tasks with Limited Resources?
This is the big one. It's the number one challenge for pretty much every maintenance department I've ever worked with. When you’ve got more tasks than time or technicians, smart prioritization is your best friend. The trick is to shift from just working down a list to adopting a risk-based approach.
Start by building a simple criticality matrix for your assets. You're essentially scoring each piece of equipment on two things: how catastrophic it would be if it failed, and how likely it is to fail in the first place. That critical conveyor motor that’s known to be a little finicky? It will always, always get attention before a redundant, lightly used pump.
Use that "Priority Level" field in your template to make this thinking official.
Critical Priority: These are the non-negotiables. If you miss one of these tasks, you're looking at a potential safety incident or a full production shutdown. They have to get done on time, period.
High Priority: These tasks are for essential equipment. A failure here would cause a major headache and disrupt operations, but it won't bring the whole plant to a standstill.
Medium/Low Priority: This is where you can get efficient. These tasks cover less critical or redundant equipment. You can often bundle them by area to save a technician's time or schedule them during planned downtime.
What’s the Difference Between Preventive and Predictive Maintenance?
This one trips people up all the time, but the distinction is actually pretty simple. Think of it like a routine annual physical versus a specific MRI scan.
Preventive Maintenance (PM) is all about the calendar or the odometer. It's time-based or usage-based. Lubricating a motor bearing every three months or changing the oil in a truck every 5,000 miles are classic examples. You do the work regardless of the asset's current condition because you're trying to prevent a failure from ever happening.
Predictive Maintenance (PdM) is totally different—it's condition-based. It relies on technology like vibration analysis, thermal imaging, or oil analysis to listen to what the asset is telling you in real-time. You only step in to perform maintenance when the data shows that a component is starting to wear out and a failure might be on the horizon. It’s a much more targeted, "just-in-time" approach that can save a ton of unnecessary work.
Honestly, the best strategies I see today are a hybrid of both. They use high-tech PdM for their most critical, expensive assets and lean on a rock-solid PM schedule for everything else.
How Often Should I Review and Update My Maintenance Schedule?
Your PM schedule can't be a "set it and forget it" document. It has to be a living thing that evolves with your facility. As a good rule of thumb, you should sit down and do a formal, deep-dive review at least annually. This is your chance to look at the big picture—what worked, what didn't—and make strategic changes.
But that’s just the formal review. Your schedule needs to be updated on the fly as you get new information. Here are a few triggers that should prompt an immediate update:
A recurring failure: If the same motor keeps burning out, that's a blinking red light. Your PM frequency is probably too long, or maybe you're not even doing the right tasks.
Technician feedback: Your techs are on the front lines. If a task consistently takes way longer than you estimated, or if someone finds a smarter, faster way to do it, listen to them and update the template.
New equipment: When a new asset is installed, it needs to get on the schedule immediately with its own PM plan based on the manufacturer's recommendations.
Production changes: If a line suddenly goes from running one shift to running 24/7, its usage-based PMs need to be accelerated to match.
At E & I Sales, we know that a solid maintenance plan is built on a foundation of reliable equipment. We provide the premium electric motors and custom control solutions that keep your operations humming. If you're ready to build a more resilient and efficient system from the ground up, explore our offerings at https://eandisales.com.
A multiwire branch circuit (MWBC) is one of those clever wiring tricks that saves a ton of material and labor on the job site. At its heart, it’s a setup where two or more circuits share a single neutral conductor.
Think of it like an electrical carpool lane. Instead of every car needing its own dedicated lane back to the start, multiple lanes of traffic (the hot wires) merge into one shared return lane (the neutral wire). It's a simple concept that makes a big impact.
What Are Multiwire Branch Circuits and Why Use Them
So, how does it work without overloading that one neutral wire? An MWBC isn't just about bundling wires together; it relies on a fundamental electrical principle. The two ungrounded (hot) conductors must be connected to different phases, or legs, of the electrical service.
In a standard single-phase 120/240V system, this means one hot wire lands on Leg A and the other on Leg B. This opposition is the secret sauce that makes the whole thing work safely.
The Principle of Current Cancellation
The real magic happens on that shared neutral. Because the hot wires are on opposite phases, their alternating currents are 180 degrees out of sync with each other. When one is pushing, the other is pulling.
This means the current on the shared neutral isn't the sum of the two circuits, but the difference between them. This is what we call the unbalanced load. For instance, if one circuit is pulling 12 amps and the other is pulling 10 amps, that shared neutral only has to carry 2 amps back to the panel. If you managed to perfectly balance the loads at 10 amps each, the neutral would carry zero current.
Key Advantages for Industrial Applications
This clever bit of physics delivers some serious practical benefits, especially in industrial plants and commercial buildings where you're dealing with long runs and lots of circuits.
Reduced Material Costs: This is the big one. Fewer conductors mean less copper. Running a single 12/3 cable instead of two separate 12/2 cables adds up to huge savings on large projects.
Smaller Conduit Fill: With fewer wires to pull, you can often get away with smaller conduit. Or, you can pack more circuits into existing conduit without violating fill codes, which saves a lot of headaches during retrofits.
Lower Voltage Drop: Because the current on the neutral is often much lower than the current on the hots, it helps minimize voltage drop, especially over long distances. That means more stable power for your sensitive equipment.
This technique is nothing new; it’s been around since the early days of electrical distribution. In fact, some old-school electricians still call them 'Edison circuits' because of their historical connection to Thomas Edison's original three-wire systems. You can get more insights on the historical context of circuit protection and its evolution from sources like HomeInspector.org.
By sharing a single neutral, an MWBC effectively turns two circuits into a more streamlined, three-wire system. This efficiency is why plant engineers and system integrators continue to specify them for applications like office cubicles, lighting grids, and equipment racks.
Getting the NEC Safety Requirements Right
Look, multiwire branch circuits are fantastic for saving on wire and labor. But that efficiency comes with a catch: you have to be absolutely rigorous about following the safety rules in the National Electrical Code (NEC). These aren't just suggestions; they’re designed to prevent some very specific, very dangerous situations that can pop up with an improperly wired MWBC.
For any plant engineer, integrator, or electrician on the floor, getting these rules down cold is non-negotiable. Getting it wrong can lead to nasty electrical shocks, fried equipment, and having to tear everything out and start over. Let's break down the most critical section, NEC 210.4.
The All-Important Disconnecting Means
This is the absolute cornerstone of MWBC safety: you must have a way to shut off all the "hot" conductors at the same time. It’s a master-off switch for the entire circuit. When you flip that breaker, everything connected to it—both hot legs and that shared neutral—must go dead simultaneously.
Why is this a life-or-death rule?
Picture a technician working on a receptacle. They trace the circuit back to the panel, find what they think is the right breaker, and shut it off. Feeling safe, they open up the neutral wire. But here’s the problem: the other hot leg of the MWBC is still live and pulling a load.
The instant that neutral is disconnected, the return current has nowhere to go… except through the technician. That supposedly "dead" neutral wire they're holding instantly becomes energized at 120 volts. It's a terrifying and completely avoidable scenario.
NEC 210.4(B) Disconnecting Means "Each multiwire branch circuit shall be provided with a means that will simultaneously disconnect all ungrounded conductors at the point where the branch circuit originates."
This is exactly why you're required to use either a 2-pole or 3-pole common trip circuit breaker. Another option is using individual single-pole breakers, but only if they're physically connected with an approved handle tie. This makes it impossible for someone to accidentally kill power to just one part of the circuit.
Grouping and Identifying Your Conductors
The NEC doesn't stop at the panel. It also demands that all conductors in an MWBC are grouped together for the entire run. From the breaker to the very last outlet, these wires need to stick together.
Using Multi-Conductor Cable: If you're running something like a 12/3 Romex or MC cable, you're already covered. The wires are bundled in the sheathing.
Pulling Wires in Conduit: When you're pulling individual THHN wires through conduit, you have to physically group them. Use cable ties or similar fasteners inside boxes and panels to make it obvious they belong to the same circuit.
This isn't just about neatness. It’s about preventing a deadly mix-up down the road. When the next electrician opens a junction box, they need to see at a glance which wires are a team. A loose, ungrouped neutral from a live MWBC could easily be mistaken for a spare from a different, de-energized circuit, leading right back to that open-neutral hazard. Properly managing circuit integrity is crucial, whether you're working on a plant floor or planning a home electrical panel upgrade.
The Tricky Rules for GFCI and AFCI Protection
Adding Ground-Fault (GFCI) or Arc-Fault (AFCI) protection to an MWBC isn't as simple as slapping in a standard device. If you use a single-pole GFCI or AFCI breaker or receptacle, you're in for a world of headaches.
The shared neutral is the culprit. These devices work by sensing an imbalance between the current on the hot and the neutral. On an MWBC, the neutral carries the unbalanced current from both hot legs, so a standard single-pole device will constantly see an "imbalance" and do its job: trip.
To get it right, you have two options:
Use a 2-Pole GFCI/AFCI Circuit Breaker. This is the cleanest, most reliable solution. A 2-pole breaker is designed for an MWBC. It monitors both hot conductors and the shared neutral together, so it knows what normal operation looks like and won't nuisance trip.
Install GFCI Receptacles at Each Outlet (with care). You can do this, but it’s tricky. You have to carefully pigtail the neutral at each box and be meticulous about the line/load connections. It’s far easier to make a mistake this way than by simply using the correct 2-pole breaker from the start.
Mastering these safety rules is just as vital as knowing the wire sizing and overcurrent protection details found in the NEC Tap Rule. A proper disconnecting means, clear conductor grouping, and the right fault protection are the three pillars that make MWBCs both a smart and a safe choice.
How to Properly Balance Loads and Size Neutral Wires
The real magic of a multiwire branch circuit is how it manages return currents, but unlocking that efficiency comes down to one critical principle: load balancing. In a perfect world, the loads on each ungrounded (hot) conductor would be identical. Their opposing currents would cancel each other out, and the shared neutral would carry absolutely nothing.
Of course, we don't work in a perfect world. Industrial and commercial environments are messy and unpredictable. The goal isn't perfection; it's reasonable balance. When a load is unbalanced, the shared neutral has to carry the difference in current between the phases. Getting a handle on this is non-negotiable for safety and performance.
The Dangers of Unbalanced Loads
Let's picture a simple 120/240V single-phase MWBC feeding a row of twenty workstations, each with a computer and a monitor. If ten stations are wired to Phase A and ten are on Phase B, the loads will probably be pretty close. But what happens when the IT department takes half the computers on Phase B offline for an update?
Suddenly, you could have Phase A pulling 14 amps while Phase B is only drawing 2 amps. That shared neutral is now carrying the 12-amp difference. This is a normal, safe condition—the neutral is sized to handle the full current of any single phase.
The real trouble starts when the loads aren't just unbalanced, but are dominated by modern electronics.
Harmonic Currents: The Hidden Neutral Overload
Non-linear loads are everywhere in today's plants and facilities. Think computers, variable frequency drives (VFDs), LED lighting drivers, and just about any device with a switch-mode power supply. Unlike a simple resistive load (like an old-school heater), these devices draw current in short, choppy pulses instead of a smooth sine wave.
These pulses create harmonic currents—basically, electrical noise at multiples of the standard 60 Hz frequency. On a balanced three-phase system, a funny thing happens: the third-order harmonics (180 Hz) from each phase don't cancel out on the neutral. They actually add together.
This creates an incredibly dangerous situation where your phase conductors might be well within their limits, but the neutral conductor is silently overheating from these additive harmonic currents. In some extreme cases, the current on the neutral can climb to 1.73 times the phase current.
Key Takeaway: When you're running non-linear loads on an MWBC, you can't just assume the neutral current will be low. Harmonic distortion can turn that shared neutral into a serious fire hazard if you don't size it correctly.
The infographic below breaks down the essential safety pillars—from the panel to the outlet—that you need to have in place to manage these risks.
This shows that safety isn’t a single step. It starts with a common disconnect, requires proper conductor grouping in the conduit, and ends with the right kind of fault protection.
Sizing the Neutral Conductor Correctly
The National Electrical Code (NEC) doesn't mess around here. NEC 220.61 is clear: if a "major portion" of the load on a three-phase, four-wire MWBC is non-linear, you must count the neutral as a current-carrying conductor when you calculate ampacity adjustments (derating).
If you expect significant harmonics, you may need to go a step further and actually upsize the neutral conductor. Field studies in mission-critical facilities back this up, showing that balanced current loads are virtually nonexistent, leading to efficiency-killing harmonics.
Here's a quick cheat sheet for neutral sizing:
Standard Loads: For circuits with mostly linear loads (incandescent lights, resistance heaters), the neutral can be the same size as the phase conductors.
Non-Linear Loads: If you're feeding computers, office equipment, or electronic lighting, that neutral wire officially counts as a current-carrying conductor.
Heavy Harmonics: In environments packed with VFDs and switch-mode power supplies, it's common practice to oversize the neutral. A popular approach is to use a neutral conductor rated for 200% of the phase conductor ampacity.
To illustrate how the math works out in different situations, let's look at a few examples.
MWBC Neutral Current Calculation Scenarios
The table below shows how the neutral current changes based on the type of system and the balance of the loads.
Scenario
Phase A Current
Phase B Current
Phase C Current
Calculated Neutral Current
Balanced Single-Phase
15 A
15 A
N/A
0 A (15A – 15A = 0A)
Unbalanced Single-Phase
15 A
5 A
N/A
10 A (15A – 5A = 10A)
Balanced Three-Phase
15 A
15 A
15 A
0 A (Vector sum is zero)
Unbalanced Three-Phase
15 A
10 A
5 A
8.66 A (Vector sum calculation)
As you can see, even in a "perfectly" balanced three-phase system, the neutral current is zero. But once the loads become unbalanced, the neutral immediately starts carrying current.
Proper sizing doesn't just prevent overheating; it helps with other power quality headaches, too. For a deeper look at how wire size affects system performance, check out our guide on voltage drop calculation formulas. It’s a huge factor in keeping equipment running smoothly, especially over long distances.
Practical Wiring Methods and Installation Best Practices
Moving from theory to practice is where the rubber meets the road with multi-wire branch circuits. Proper installation is the final, critical step that ensures an MWBC operates safely and efficiently for years to come. Getting the details right—from the panel to the last device—is absolutely essential for compliance and reliability.
The diagram above gives you a good look at a typical layout, but the core principles apply to any setup. Let's break down the most common configurations and highlight the best practices that prevent the most dangerous installation errors.
Landing Hot Wires on Opposite Phases
If you remember one thing, make it this: landing your hot conductors on different phases is the single most important step in wiring an MWBC. The entire concept of neutral current cancellation hinges on this. If they land on the same phase, that shared neutral will carry the sum of their currents, not the difference.
Picture two circuits, each pulling 15 amps. Wired correctly to opposite phases (say, Phase A and Phase B), the neutral only has to handle the unbalanced load. But if you accidentally land them both on Phase A, that neutral wire is now trying to carry a staggering 30 amps. That's a guaranteed overload that will melt insulation and create a serious fire hazard.
Critical Safety Check: Always use your voltmeter to confirm there is 240V (for a single-phase panel) or 208V (for a three-phase system) between the hot conductors of your MWBC. If you measure 0V, they are on the same phase and you need to fix it immediately.
Best Practices for Conductor Management
Once you leave the panel, keeping the MWBC conductors organized is just as important. A rat's nest of wires inside junction boxes or conduits is a recipe for dangerous mix-ups during future maintenance or troubleshooting.
Here are the non-negotiable rules for managing your conductors in the field:
Group Conductors Together: The NEC is clear on this—all wires of an MWBC must be grouped together. If you're pulling individual conductors in a raceway, use wire ties or another method to keep them bundled inside enclosures.
Pigtail Neutrals in Device Boxes: This is a big one. Never use the terminals on a receptacle to "daisy chain" the shared neutral from one device to the next. If that receptacle fails or gets removed, you've just created a hazardous open-neutral situation for everything downstream. Always connect the incoming and outgoing neutrals with a pigtail, sending just a single wire to the device.
Maintain Consistent Color Coding: Stick to standard color codes (e.g., black and red for 120/240V; black, red, and blue for 120/208V). This simple habit makes it easy to identify your ungrounded conductors throughout the entire circuit run, saving time and preventing costly errors.
Properly managing conductors also means choosing the right enclosures. To learn more about selecting the correct hardware for your installation, you can explore the different electrical boxes types available.
Step-By-Step Installation Checklist
To make sure every MWBC installation is safe and compliant, follow this systematic process. Think of it as a framework for both new installations and for auditing existing circuits.
Plan the Circuit: Identify the loads and confirm they're a good fit for an MWBC. Calculate potential unbalanced loads and consider any harmonic content.
Select the Right Breaker: Choose a 2-pole or 3-pole common-trip breaker. If using single-pole breakers, make sure they have an approved handle tie.
Land and Verify Phasing: Connect your hot wires to opposite phases at the panel. Use a multimeter to confirm the voltage between them is not zero.
Group All Conductors: Run a multi-conductor cable or bundle individual wires in conduit for the entire circuit length. Keep them together.
Pigtail All Neutrals: In every single junction and device box, use pigtails for the shared neutral to maintain circuit integrity. No exceptions.
Install GFCI/AFCI Protection Correctly: The best and most reliable way to do this is with a 2-pole GFCI/AFCI breaker. Steer clear of using single-pole devices on MWBCs.
Label the Panel: Clearly mark the MWBC in the panel directory. Make a note indicating which circuits are part of the shared neutral setup. This simple documentation is a critical safety measure for the next person who works on that panel.
Troubleshooting Common Faults and Safety Hazards
While a multi-wire branch circuit can save you a bundle on wire and labor, that shared neutral wire introduces some unique and downright dangerous failure modes. Every plant engineer and electrician needs to know these failure signatures by heart. Getting it wrong during troubleshooting doesn't just mean a callback; it can lead to catastrophic equipment damage or a life-threatening shock.
This is your field guide to the most common MWBC problems, starting with the absolute worst-case scenario: the open neutral.
An open or "lost" neutral is the Achilles' heel of an MWBC. When that shared return path gets broken somewhere between the load and the panel, the circuit doesn't just go dead. Instead, the loads on the two separate phases get wired in series across the full 240 volts.
Diagnosing the Treacherous Open Neutral
The dead giveaway of an open neutral is wild voltage swings. One leg of the circuit gets hit with a dangerous over-voltage while the other leg is starved with an under-voltage. On a standard 120/240V MWBC, you might measure a staggering 170V at one receptacle and a measly 70V at its counterpart. That kind of voltage spike will instantly fry sensitive electronics, control boards, and small motors.
If you get a call about flickering lights or a whole bank of equipment suddenly dying, an open neutral should be the first thing on your mind. Here’s how to systematically track it down:
Start at the scene of the crime: Grab your multimeter and check the voltage right at the affected outlets or equipment terminals. If you see unstable or wildly incorrect voltages, you're on the right track.
Trace the neutral back: Work your way backward from the load, meticulously inspecting every single neutral connection. Check the terminals in junction boxes, device boxes, and especially at the neutral bus bar in the panel.
Look for the weak link: More often than not, the culprit is a loose wire nut, a failed back-stab connection on a cheap receptacle, or a wire that has simply vibrated loose over time in an industrial environment.
Safety Warning: Never, ever disconnect the neutral wire on a live MWBC. If there's any load on the hot conductors, that neutral is carrying the unbalanced current. Breaking that connection makes you the new path to ground, creating a serious shock hazard. Always kill the power to the entire circuit at the common-trip breaker before you touch a single wire.
Improper Breaker Setups and Other Hazards
Beyond the open neutral, a few other installation mistakes can create ticking time bombs. One of the most common is failing to use a proper common-trip breaker or at least a handle tie, which is a direct violation of NEC 210.4. When an installer just slaps two single-pole breakers next to each other, someone can easily shut off one phase for service while leaving the other one live. This creates the exact scenario where an unsuspecting technician gets zapped by a neutral wire they thought was dead.
This very safety issue is at the heart of an ongoing debate about using MWBCs versus running dedicated neutrals. The potential for neutral conductor overloads and fire risks has pushed the National Electrical Code (NEC) to mandate common-trip protection. Still, some experts argue that the risks aren't worth the savings, advocating for dedicated neutrals in all commercial and industrial settings. You can dive deeper into the evolution of these safety rules in various electrical system analyses, like this discussion on multiple circuits and safety considerations on scribd.com.
For critical industrial equipment like PLCs, VFDs, and sensitive control systems, the choice is clear for many engineers. They specify dedicated neutrals from the get-go. It eliminates the risks of shared wiring, from harmonic current issues to the ever-present danger of an open neutral. While a perfectly installed MWBC is code-compliant, the high-stakes environment of a modern plant often justifies the extra cost of separate neutrals for maximum reliability and safety.
A Few Common Questions From the Field
Even when you have the theory down cold, multi-wire branch circuits have a way of throwing a few curveballs on the job site. These circuits touch on so many specific corners of the National Electrical Code (NEC) that knowing how to handle common situations is key to a safe, compliant install.
Let's tackle some of the most frequent questions that pop up for plant engineers, electricians, and integrators working with MWBCs. We'll cut through the confusion with clear, direct answers to help you make the right call.
Can I Use a Multiwire Branch Circuit for Kitchen Countertops?
The short answer is yes, you can use an MWBC for the small-appliance circuits in a kitchen, but the rules are incredibly strict. Kitchens are a bit of a special case, needing at least two dedicated circuits for those countertop receptacles. An MWBC is often the go-to for running this efficiently.
Here's the catch: these circuits demand ground-fault protection. You can't just slap two separate GFCI receptacles on the same MWBC. Because of that shared neutral, you'll create an imbalance that causes constant, maddening nuisance tripping.
The only way to do this right is to put the protection at the source. That means you must use a 2-pole GFCI circuit breaker in the panel. This single device protects both circuits, properly monitors the shared neutral, and checks the box for the NEC's simultaneous disconnect requirement.
What Happens If Both Hot Wires Are on the Same Phase?
This is, without a doubt, one of the most dangerous mistakes you can make with an MWBC. Wiring both hot conductors to the same phase completely destroys the principle of current cancellation that makes the circuit work, creating an immediate and serious fire hazard.
An MWBC is designed so the opposing currents from different phases cancel each other out on the shared neutral. But when you land both hots on the same phase, the currents are no longer opposing—they're working together. Instead of canceling out, they add together on the neutral.
Think about it: if one circuit pulls 15 amps and the other also pulls 15 amps, that neutral wire is suddenly forced to carry a staggering 30 amps. A 12-gauge wire, sitting behind a 20-amp breaker, will overheat and melt its insulation long before that breaker even thinks about tripping. That's a recipe for an electrical fire, and it's why you must always verify you have 240V (or 208V in a 3-phase system) between the hot conductors at the panel.
Are Multiwire Branch Circuits Being Phased Out?
Not at all. Multi-wire branch circuits are not being removed from the NEC, and they remain a perfectly valid and cost-effective wiring method. What has happened is that the safety rules around them have gotten tighter over the years to patch up historical risks and head off common installation mistakes.
The biggest game-changer was the mandate in NEC 210.4 for a simultaneous disconnecting means. This rule, which requires a common-trip multi-pole breaker or an approved handle tie, was put in place to eliminate the deadly open-neutral hazard that could happen if a technician only shut off one leg of the circuit for maintenance.
While MWBCs are perfectly fine when installed by the book, some engineers and designers are now opting for dedicated neutrals for every circuit, especially in critical or sensitive industrial settings. It simplifies troubleshooting and completely sidesteps the unique risks of a shared neutral. In the end, the choice often comes down to balancing the material cost savings of an MWBC against the simplicity and risk profile of the application.
At E & I Sales, we specialize in providing reliable, code-compliant solutions for complex industrial applications. Whether you're designing a new system or upgrading an existing facility, our team offers the deep product expertise and practical field experience to ensure your motor control, automation, and power distribution projects are a success. Connect with us today to discuss your next project.
When we talk about electrical substation design, we're really talking about the blueprint for the heart of our power grid. It's the whole engineering process—from initial concept to final commissioning—that brings a substation to life. At its most basic level, a substation is all about transforming voltage. It either steps it up to send power efficiently over long distances or steps it down so it can be safely used in our homes and businesses.
Why Substations Are the Heart of the Power Grid
Think of a substation as a critical traffic interchange for electricity. You wouldn't just connect a massive interstate directly to a quiet neighborhood street, right? You need on-ramps, off-ramps, and interchanges to manage the flow. A substation does exactly that for electrical power, directing it where it needs to go safely and reliably. Without these crucial nodes, our grid would be a chaotic, single-voltage mess, completely unable to power distant cities or local factories.
Every single design decision boils down to getting three things right:
Safety: This is non-negotiable. Protecting people from the dangers of high-voltage equipment is always the top priority.
Reliability: The goal is an uninterrupted flow of power. This means building in redundancy and robust protection systems to handle faults without causing widespread blackouts.
Cost-Effectiveness: It's a balancing act. The design needs to deliver on performance and safety without breaking the bank, both in initial construction and for long-term operation.
Exploring Different Types of Substations
No two substations are exactly alike. Their design is dictated entirely by the job they need to do within the larger power grid. They can be massive, complex facilities spread across acres of land or small, compact units tucked onto a concrete pad behind a shopping center. The first step to understanding their design is knowing their purpose.
For example, a transmission substation is like a major international airport. It handles huge amounts of power at extremely high voltages, often acting as the connection point between multiple power plants and the main transmission lines. A distribution substation, on the other hand, is more like a local bus station. It takes that high-voltage power from the transmission lines and steps it down for final delivery to neighborhoods and industrial parks.
A huge goal in modern electrical substation design is to maximize efficiency while shrinking the physical footprint, especially in crowded urban areas. This challenge has been a major driver of technological innovation over the years.
To give you a clearer picture, here's a quick breakdown of common substation types and what they do.
Substation Types and Their Primary Functions
This table provides a simple overview of the different kinds of substations you'll find, their typical voltage ranges, and their specific roles in getting power from the generator to your wall outlet.
Substation Type
Typical Voltage Level
Primary Function
Common Location
Generator Step-Up
13.8kV to 765kV
Increases voltage from power plants for long-distance transmission.
Adjacent to power generation facilities (hydro, nuclear, gas).
Transmission
230kV to 765kV
Interconnects high-voltage lines, forming the backbone of the grid.
Strategic points along major power corridors, often in rural areas.
Sub-transmission
69kV to 138kV
A middle tier, stepping down voltage for regional distribution.
On the outskirts of metropolitan areas or large industrial zones.
Distribution
4kV to 34.5kV
Steps down voltage for delivery to end-users.
Within local communities, neighborhoods, and commercial areas.
Switching Station
All levels
A "traffic cop" that redirects power flow without changing voltage.
Key interconnection points within the grid to improve reliability.
Each type serves a unique purpose, and the design complexity and equipment choice vary dramatically from one to the next.
This constant push for smaller, safer substations led to a huge breakthrough in the mid-20th century: the Gas-Insulated Substation (GIS). By using sulfur hexafluoride (SF6) gas as an insulator instead of open air, engineers could drastically shrink the size of switchgear for voltages from 72.5 kV all the way up to 800 kV. This was a game-changer, making it possible to build powerful substations in tight city spaces where it was previously impossible. You can learn more about the history of gas-insulated substations and how they shaped the modern grid.
With this foundational understanding of what a substation does and why we have different types, we're ready to dive into the technical details of site layouts, one-line diagrams, and equipment selection.
Developing the Substation Design Blueprint
Every solid substation design starts long before the first shovel hits the dirt. It begins with a blueprint—a detailed plan that turns raw power requirements into a tangible, workable design. This whole process is what lays the foundation for a safe, reliable, and efficient facility. And the very first big decision you have to make is site selection.
Choosing the right spot is a balancing act. You've got to think about technical needs and real-world constraints. How close are we to the existing transmission lines? The closer, the better, as it cuts down on connection costs. But you also need to make sure construction crews and, later, maintenance teams can actually get to the site. Then you layer on environmental studies, land costs, and local zoning laws. Get this wrong, and you could be dealing with unnecessary costs and operational headaches for years to come.
From Site Selection to Physical Layout
Once you’ve got the land, the focus shifts to the physical layout. This is where you start arranging all the major equipment. Think of it like setting up a workshop; you need enough space around each piece of machinery for people to work safely and for routine maintenance to happen without a fuss.
In a substation, that "space" is critical. We're talking about maintaining proper electrical clearances between high-voltage gear and anything grounded to prevent a dangerous arc flash. The layout also has a huge impact on how easily technicians can access things like circuit breakers and transformers for inspections. A smart layout always leaves a little extra room, because you can bet that the demand for power is only going to grow.
Decoding the One-Line Diagram
If there’s one document that’s the heart and soul of any substation design, it's the one-line diagram. This is the master map. It shows how every single piece of equipment is electrically tied together, from the high-voltage lines coming in to the feeder circuits going out. Instead of a messy schematic showing all three electrical phases, it simplifies everything into a single, clean line. It makes the entire system much easier to understand at a glance.
This diagram is the common language for everyone involved—engineers, operators, and the maintenance crew. To get a better sense of where the substation fits into the bigger picture, take a look at this.
This shows how substations are the crucial middleman, stepping down the high-voltage power from transmission lines to a lower voltage that can be distributed out to homes and businesses. The one-line diagram zooms in on what’s happening inside that box.
Let's walk through a simplified path on a diagram for, say, an industrial plant:
Incoming Line: Power arrives from the utility on a high-voltage line.
Disconnect Switch: The first stop is usually a big manual switch. Its job is to completely isolate the substation from the grid so crews can work safely.
Circuit Breaker: Right after the switch is the main circuit breaker. This is the primary automatic safety device that will trip and cut power if there's a fault.
Power Transformer: From there, the electricity flows into a step-down transformer. This is what drops the voltage to a level that the plant's motors and machinery can actually use.
Main Bus: The transformer then feeds a central conductor, what we call a busbar. Think of it as a power strip for the whole facility.
Feeder Breakers: Connected to this bus are several smaller breakers, each protecting an individual "feeder" circuit that runs to a specific area or piece of equipment in the plant.
By laying out the sequence and relationship of every major component, the one-line diagram becomes the absolute single source of truth for the entire electrical system. It's an indispensable tool for troubleshooting, planning maintenance, and operating the substation safely.
Selecting Critical Substation Equipment
An electrical substation design is only as good as the hardware that brings it to life. Once the one-line diagrams and layouts are nailed down, the real work begins: picking the actual equipment that will manage the flow of power.
Think of it like building a race car. You've got the chassis design, but now you need to choose the engine, the transmission, and the brakes. Every single component has to be tough, reliable, and perfectly matched to what you're trying to achieve. Get this part wrong, and the whole project is at risk.
This isn't just a shopping trip. It's a deep dive into technical specs, a careful balancing act between cost, performance, and what will keep the lights on for the next 30 years.
The Heart of the Substation: Power Transformers
If a substation has a heart, it's the power transformer. It's almost always the single most expensive piece of gear on site, and its job is non-negotiable: changing voltage levels. Picking the right one is absolutely fundamental to the whole design.
You can't just guess here. The selection comes down to hard numbers:
Power Rating (MVA): This is the transformer's raw muscle. It tells you how much power it can handle continuously. You figure this out by adding up all the loads it will serve, then tacking on a healthy margin for future expansion.
Voltage Levels: It has to perfectly match the grid's incoming voltage and the plant's distribution voltage. For instance, a common setup in an industrial site is stepping down from a 34.5kV utility feed to a more usable 4.16kV for running large motors.
Cooling Method: Transformers throw off a ton of heat. How they get rid of it—whether it’s through natural air circulation (ONAN) or with the help of fans (ONAF)—directly affects how hard you can run it and how long it will last.
Switchgear: The Brains and Brawn
While the transformer is the heart, the switchgear is the nervous system and the muscles all rolled into one. It’s the collection of circuit breakers, switches, and protective relays that acts as the traffic cop for the entire system.
This is the equipment that safely connects and disconnects circuits, whether for routine maintenance or in the split second a fault occurs. To get a feel for how these critical protective devices work, you can see our breakdown of the ABB circuit breaker and its role in the system.
One of the biggest forks in the road for any design is the type of switchgear technology you choose.
The choice between Air-Insulated Switchgear (AIS) and Gas-Insulated Switchgear (GIS) represents a fundamental trade-off between physical space, environmental conditions, and project budget.
This choice really tells a story about the evolution of substation design. Back in the day, everything was big, open, and air-insulated. But the 1960s brought a revolution with GIS technology, which shrank the footprint of a substation by nearly 90%. This was a game-changer for cities where land is gold, allowing high-voltage substations to be built indoors for the first time.
Air-Insulated Switchgear (AIS): This is the old-school, tried-and-true method. It uses the air around the conductors as the primary insulator. It’s reliable and relatively cheap, but it needs a lot of real estate to maintain safe clearances.
Gas-Insulated Switchgear (GIS): This is the high-tech, compact solution. All the live parts are sealed inside a metal enclosure filled with an insulating gas (like SF6). GIS is incredibly small, secure, and shrugs off nasty environmental conditions like salt spray or dust. The trade-off? A much higher upfront cost.
Inside the switchgear, all the circuits—both incoming and outgoing—connect to a common conductor called a busbar. The easiest way to think of it is as the main electrical highway running through the substation.
How you arrange these "highways" has a massive impact on both reliability and your ability to perform maintenance without shutting everything down. It's a classic engineering trade-off: simplicity and low cost versus flexibility and high reliability.
Comparison of Common Busbar Configurations
This table breaks down the most common arrangements, showing how each one stacks up in the real world.
Busbar Scheme
Relative Cost
Reliability
Operational Flexibility
Best Use Case
Single Bus
Low
Low
Low
Small industrial plants or distribution substations where brief outages are acceptable.
Double Bus
High
High
High
Critical transmission stations or large industrial facilities where reliability is paramount.
Ring Bus
Medium
High
Good
Distribution and sub-transmission substations needing a good balance of cost and reliability.
As you can see, there's no single "best" answer. A small manufacturing plant might be perfectly happy with a simple and cheap single bus. But for a hospital, a data center, or any critical facility, the extra investment for a rock-solid ring or double bus configuration is a no-brainer.
Essential Auxiliary Systems
Finally, you can't forget the support crew. The most critical backup player in any substation is the DC battery bank.
This isn't just for emergency lights. This system provides the clean, uninterrupted power needed to run the protection relays and control circuits. If the main power goes out completely, it’s the battery bank that ensures the circuit breakers can still operate, allowing the substation’s “brain” to stay online and safely manage the restoration of power.
When you boil it all down, a substation has two jobs that tower above everything else: keeping people safe and protecting the millions of dollars of equipment that make the grid work. These aren't just bullet points on a spec sheet; they're the core principles that drive every single design decision.
This responsibility plays out on two levels that are separate but deeply connected. First, you have the physical safety of anyone setting foot on the site, which is all about a rock-solid grounding system. Second, you have the operational safety of the entire system, which is handled by a sophisticated network of protection relays—the substation's digital nervous system.
The Foundation of Safety: Grounding Systems
A good grounding system is the substation's silent, unseen guardian. Its primary purpose is to give fault currents an easy, low-resistance path straight into the earth. Without it, something like a lightning strike or a short circuit could turn every metal object on site—from the perimeter fence to the equipment housings—into a lethal hazard.
The system is basically a grid of heavy copper conductors buried just below the surface, creating what we call an equipotential plane. In simple terms, this grid works to keep the voltage across the ground surface as even as possible during a fault. This prevents deadly voltage differences from developing between a worker's feet (step potential) or between their hand and a piece of energized equipment (touch potential).
A well-designed ground grid ensures that even in a worst-case fault scenario, these voltages stay below survivable limits. Our guide on understanding ground fault protection digs deeper into how these systems are the first line of defense against electric shock.
Designing one involves some serious number-crunching. Engineers have to factor in soil resistivity (which can vary wildly), maximum available fault current, and the physical footprint of the substation to get the conductor size and grid spacing just right.
The Vigilant Guards: Protection and Control Relays
If the grounding system is the passive, physical shield, then the relaying system is the active, intelligent defense. Think of protection relays as a team of hyper-vigilant digital guards, each one assigned to watch over a specific piece of equipment. Every relay is programmed to know exactly what normal operating conditions look like for its zone—be it a transformer, a bus, or a transmission line.
The second they spot an anomaly—like the massive inrush of current from a fault—they don't hesitate. They don't fix the problem directly, but they do the next best thing: they send an instantaneous "trip" signal to the right circuit breaker, which physically opens the circuit to isolate the problem area.
This idea of selective coordination is the bedrock of modern substation protection. The whole point is to disconnect the absolute smallest part of the system necessary to clear a fault. It’s what prevents a single downed line from taking out an entire city.
This coordination works like a chain of command. The relay closest to the fault is supposed to act first. If for some reason it fails, the next relay upstream is programmed to provide backup protection after a brief, intentional delay. It's a built-in failsafe to make sure the fault always gets cleared.
Zones of Protection and Relay Coordination
To make this kind of surgical precision possible, engineers divide the entire substation into distinct zones of protection. Each zone is defined by the current transformers (CTs) that act as the relays' eyes and ears, feeding them real-time data.
Transformer Zone: Here, a differential relay meticulously compares the current going into the transformer with the current coming out. If they don't add up perfectly, it knows there’s an internal fault and trips the breaker.
Bus Zone: This scheme monitors every amp flowing into and out of the main bus. Any imbalance is a dead giveaway that there's a fault on the bus itself—one of the most severe types of faults.
Line Zone: Distance relays protect the long transmission lines. By calculating the impedance from the substation to the fault, they can pinpoint its location with incredible accuracy and decide whether to trip.
The evolution of these "guards" has been remarkable. Early substations relied on simple fuses and clunky electromechanical relays. But the invention of the first microprocessor-based relay in 1979 was a complete game-changer, packing dozens of protection functions into one smart, programmable box. These modern numerical relays are now the undisputed standard, giving us the speed, precision, and communication capabilities that today's grid depends on.
Implementing Modern Automation with SCADA
A modern substation isn't just a passive collection of steel and wire anymore; it's an intelligent, interconnected hub. That intelligence comes from a system known as SCADA (Supervisory Control and Data Acquisition), which acts as the brain and nervous system for the entire facility, enabling remote management and smart automation.
Think of an operator sitting in a control room, potentially miles away from the substation itself. SCADA is what gives them a live, real-time window into everything that’s happening—from the temperature of a main transformer to the exact power flowing through every single circuit. Even better, it lets them take action. They can remotely trip a breaker to isolate a fault or reroute power to head off an overload, all with a few clicks.
Core Components of a SCADA System
SCADA isn't one single box you buy. It’s an entire ecosystem of components, all working in concert. Grasping how these pieces fit together is the key to understanding how a modern substation really ticks.
It all starts at the ground level with Intelligent Electronic Devices (IEDs). These are your smart relays, meters, and sensors—the eyes and ears of the system. They’re directly connected to the equipment, constantly measuring vitals like current, voltage, and temperature.
This raw data gets gathered up by a Remote Terminal Unit (RTU) or a gateway inside the substation. The RTU is like a local data manager; it bundles all the information from the IEDs and sends it back to the central control center over a communication network, whether that’s fiber optic cable or a wireless link.
The real magic of SCADA is how it centralizes information and control. It turns a chaotic flood of isolated data points into a clear, actionable picture of the entire grid, paving the way for faster, smarter decisions when they matter most.
Finally, back at the control center, all this data is displayed on a Human-Machine Interface (HMI). These are the user-friendly screens where operators see alarms, track performance trends, and send commands back out to the field, closing the control loop. While the concepts can seem similar, it helps to understand the nuances between different platforms; our article exploring SCADA vs DCS digs deeper into these control systems.
The Role of Communication Protocols
For all these different devices to talk to each other, they need to speak the same language. That’s where communication protocols come in. In the old days, this meant running complex, custom wiring for everything. Modern standards have completely changed the game.
The undisputed heavyweight champion in substation design today is IEC 61850. It’s much more than just a protocol; it's a comprehensive framework that defines how everything communicates.
Here’s what makes it so important:
Interoperability: It allows IEDs from completely different manufacturers to talk to each other flawlessly. This is huge—it gives you the freedom to pick the absolute best device for a specific job without getting locked into a single vendor.
High-Speed Communication: IEC 61850 enables devices to send peer-to-peer messages directly to each other over the local network. This allows for lightning-fast protection schemes where IEDs can coordinate to isolate a fault in a matter of milliseconds.
Drastically Reduced Wiring: Instead of running miles of copper control cables, communication flies over a few thin fiber optic strands. This massively simplifies construction, slashes costs, and gets rid of countless potential points of failure.
By integrating SCADA and adopting standards like IEC 61850, a substation evolves beyond just stepping voltage up or down. It becomes a dynamic, responsive asset that strengthens grid stability, accelerates fault response, and ultimately delivers more reliable power to everyone.
Navigating the Substation Project Lifecycle
Taking a substation from a blueprint to a humming, energized facility isn't a single event—it's a journey. This is a highly structured, multi-phase process designed to make sure every single detail is nailed down, from the big-picture concept to the final flick of the switch. It’s where engineering theory gets its hands dirty and meets real-world construction.
You can think of the whole project lifecycle as a roadmap. It guides the team from a simple idea scribbled on a napkin to a fully operational asset, ensuring no critical steps are missed along the way.
From Concept to Detailed Engineering
Everything starts with the conceptual design and a good, hard look at feasibility. This is the 30,000-foot view where we define the project's core mission. What's this substation for? What kind of capacity does it need? And where in the world will it live? This initial phase locks in the preliminary budget and timeline.
Once the concept gets the green light, we dive deep into detailed engineering. This is where the real magic happens. One-line diagrams are finalized, physical layouts are drafted, and every last nut, bolt, and component gets specified. What comes out of this stage is the complete set of construction drawings and technical specs—the bible for the entire build.
The success of any electrical substation design is built on a disciplined project lifecycle. Sticking to industry standards from bodies like IEEE and IEC isn't just a suggestion; it's absolutely essential for delivering a safe, reliable, and long-lasting final product.
Procurement and Construction Management
With the engineering plans in hand, the procurement phase kicks into high gear. This is all about ordering the big-ticket items: the power transformer, the switchgear, and the control panels. You have to be smart about it, especially with long-lead items. A custom-built transformer can take months to manufacture, so getting that order in early is key to keeping the whole project on schedule.
At the same time, the hard hats go on and the construction phase begins. This usually starts with civil works—grading the site and pouring massive concrete foundations. Then comes the steel, as support structures rise from the ground. As the big equipment arrives, it's carefully installed, and crews get to work pulling and terminating what can feel like miles of power and control cables.
The Final Step: Commissioning and Energization
The final sprint to the finish line is the commissioning phase. This is an absolutely exhaustive series of tests on every single piece of equipment and every system. Technicians run through their checklists, verifying everything.
Do the protection relays trip when they're supposed to? Check.
Do the circuit breakers open and close correctly? Check.
Are all the communication links to the SCADA system up and running? Check.
Only after every single test is passed with flying colors can the substation be safely energized and officially handed over for service. It’s this rigorous, step-by-step process that turns a complex electrical design into a dependable, operational reality.
Of course. Here is the rewritten section, designed to sound completely human-written and natural, following the style and tone of the provided examples.
Your Top Substation Design Questions, Answered
Even with the best guides, big projects like substation design always bring up specific questions. It’s a complex field, and it’s natural to want to clarify a few things before breaking ground.
This section is your quick-reference guide. We’ll tackle the most common questions we hear from engineers and project managers, cutting through the jargon to give you straight answers.
AIS vs. GIS: Which One Do I Actually Need?
One of the first big decisions is whether to go with an Air-Insulated Substation (AIS) or a Gas-Insulated Substation (GIS). The right choice really comes down to a classic trade-off: space versus cost.
Think of an AIS as the traditional, open-air approach. It uses the air around it to insulate high-voltage components. It’s a proven, reliable, and cost-effective method, but it needs a lot of room to maintain safe electrical clearances. If you’ve got plenty of land—say, in a rural or suburban area—an AIS is often the most practical choice.
A GIS, on the other hand, is the compact, modern solution. It seals every live component inside a metal-clad unit filled with insulating gas (SF6). This design is incredibly efficient with space, shrinking the substation’s footprint by up to 90% compared to an AIS. For tight urban spaces, offshore platforms, or any industrial site where every square foot counts, GIS is the clear winner.
What Are the Absolute Top Priorities for Safety?
When it comes to high-voltage environments, safety isn't just a priority; it's everything. You’re not just protecting expensive equipment; you’re protecting lives. A few non-negotiables should be at the top of every design checklist.
A Rock-Solid Grounding System: This is your first line of defense. A well-designed grounding grid is critical for managing fault currents and preventing deadly step and touch potentials for anyone working on-site.
Secure Fencing and Controlled Access: It sounds basic, but physical security is vital. You have to keep unauthorized people out of hazardous areas, period.
Proper Clearances, No Exceptions: Keeping enough space between live equipment and grounded structures is fundamental. It’s the key to preventing catastrophic arc flashes.
Smart Insulation Coordination: This is how you protect your multi-million dollar transformers from getting fried by a lightning strike or a switching surge.
At the end of the day, every design decision has to be seen through a safety lens. Sticking to established codes like the National Electrical Safety Code (NESC) isn't optional—it's what ensures your facility is both reliable and safe for the people who run it.
How Is Automation Changing the Game for Substations?
Automation has completely transformed substations from passive electrical junctions into the intelligent, active nerve centers of the modern grid. Thanks to SCADA systems and advanced protocols like IEC 61850, we can do things today that were just a dream a couple of decades ago.
This technology gives operators real-time visibility and remote control, allowing them to spot and react to problems in seconds, not hours. Automation also powers predictive maintenance; by analyzing equipment data, you can fix issues before they cause a failure. It makes the entire grid more resilient, automatically detecting and isolating faults to get the power back on faster than ever after an outage.
For over 50 years, E & I Sales has been a trusted partner in delivering reliable motor control, automation, and power distribution solutions. From initial specification to final commissioning, our team provides the expertise and high-quality equipment needed to bring your most complex industrial projects to life. Connect with us to see how we can support your next upgrade, expansion, or greenfield installation at https://eandisales.com.